|
發布時間: 2013-10-5 16:43
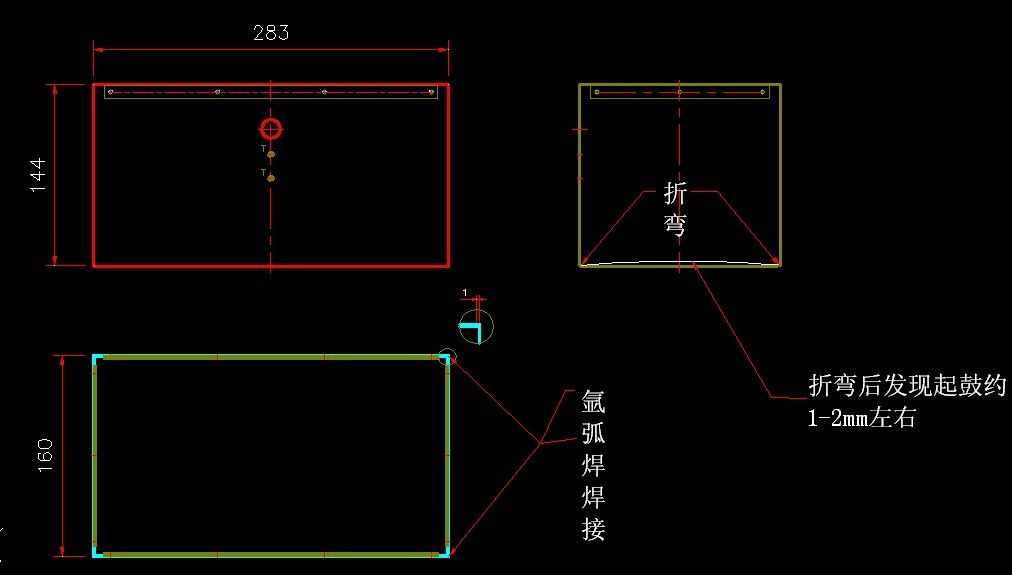
正文摘要:一個板厚1.0-SUS304不銹鋼拉絲長方形的箱體 兩邊折彎 兩頭堵上 蓋上蓋子 典型的“水池型”長度和寬度方向誤差-0.5 接縫部位氬弧焊 焊接 問題是:焊接完后平面度很差 ... |
| 是否與焊接工藝有關,比如先點后連 |
| 做幾個沖凸變形量會不會好一點 |
| 水箱需要滿焊防漏水。而且板那么薄,變形是肯定的。需要在四面圍加強筋 |
| 謝謝大俠們的指點 |
|
工件平面度要求搞的話,可以加兩個工藝 1:折彎前整平 2:折彎后鉗工矯正 長板焊接時,兩頭同時焊接,可大大減少焊接變形量 |
| 不做工裝就焊接,還有就是不講究焊接順序,差不多都這樣的吧。焊接時別勁了吧。 |
| 需要加強筋吧 |
| 是一條邊一條邊折的 沒幾件 開模不行 但我看很多機箱類的鈑金件 平面度都很好啊 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-21 23:24 , Processed in 0.067710 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.