|
發布時間: 2012-11-21 15:02
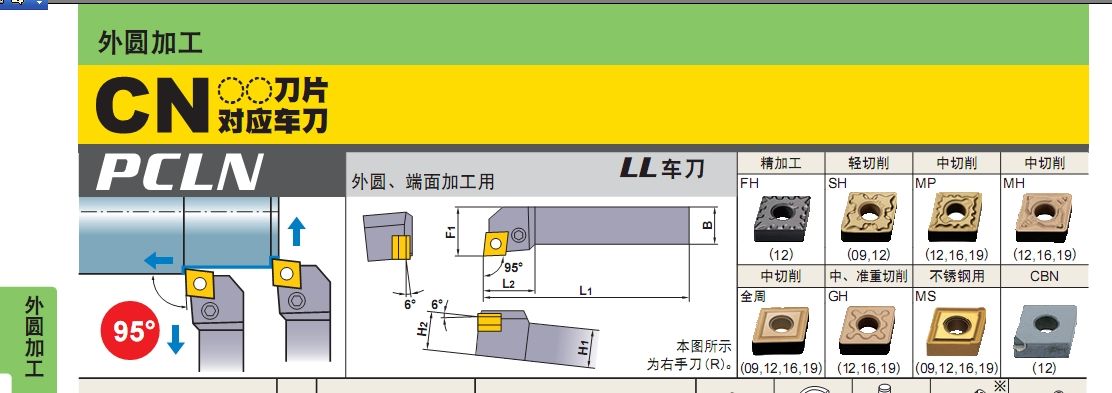
正文摘要:本帖最后由 YANJIANNIHAO 于 2012-11-21 15:28 編輯 1 @: c: B7 O8 c0 R+ x1 y & l1 g: X/ ]5 w看三菱刀具樣本時發現,負前角刀桿排在前面,排在隨后的是7度正前角刀桿,請問這兩種刀桿哪種更常用,各有什么特點 ... |
| 三角型刀片如果你用正前角就只有三個角可以用,如果你用負前角就有6個角可以用,負前角開粗比較好,可以強力切削,但是如果車細長軸用正前角比較好, |
| 負前角刀具一般用于粗加工,正前角刀具一般用于精加工。 |
| 可以或加大吃刀量,我們是制造陶瓷刀片的生產廠家可以很好的替代京瓷A65. |
| 可以或加大吃刀量,我們是制造陶瓷刀片的生產廠家可以很好的替代京瓷A65. |
|
可以" r( Z {+ q: ~# E( H* m% `- y# z |
黑色陶瓷車刀 發表于 2012-12-26 11:01 我的電機暫時無法加速,可不可以改用一些直徑大點的工件來改變線速度? |
| 提高到80-100就很好了,我們公司生產的陶瓷刀片基本就是這個參數。 |
| 你好,根據上面樓主的加工參數來算線速度有些低。 |
把刀用好 發表于 2012-11-21 19:41 
) r* A. Q# H$ @! B. K: Q! @. t- a1 r7 ` 請教把刀用好師傅及樓主,我要將熱鍛留有0.4mm余量的粗胚車制到圖中的尺寸(只是那個頭部的凸臺)其中要車制的是14mm的外端面,8mm外圓,還有藍色部位的2mm的內端面三個地方。材料為淬硬鋼。 我請教淘寶的刀具賣家,他們介紹我是用京瓷純陶瓷的a65和陶瓷帶涂層a66n的車刀,配套的車刀桿也是負前角的,我試用了一下,材料是預硬的65mn,在主軸轉速2000轉,f0.05,每刀車0.1mm的情況下,車出來的光潔度很差。比不上焊接合金車刀。是不是負前角的刀不是和車這樣的工件呢(太小)?是不是線速度不夠呢?現在大約是85m左右。請教這個有什么改進的好辦法嗎?5 V$ B8 N8 f* ^; N' B m+ Z9 a 以后還是這個形狀的工件,材質會有38crmoal和skd-51、skd-61等淬硬鋼,不知到選用什么樣的車刀和刀桿才適合,請師父不吝賜教。 |
把刀用好 發表于 2012-11-21 19:41 我理解你帖子里的“負前角刀具”指的是刀桿負前角是吧, 0 K6 ]1 f) o8 q |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-23 21:43 , Processed in 0.091685 second(s), 25 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.