|
發(fā)布時(shí)間: 2021-1-29 21:30
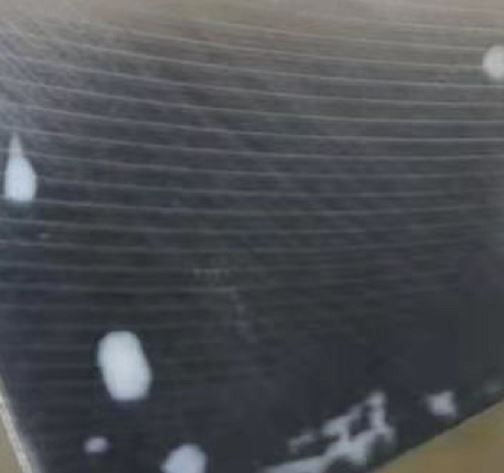
正文摘要:各位好,設(shè)備調(diào)試時(shí)遇到面銑刀加工后工件表面有刀痕,有規(guī)律的圓弧刀痕,間距也一樣,上傳圖片時(shí)提示安裝flash,但安裝后還是無法上傳,有知道的朋友告知下,我把照片放上來6 W# g$ F1 d: ]: `7 q5 V1 o% o / |% Q, ... |
xlh123123 發(fā)表于 2021-5-10 16:54 目前這個(gè)問題有時(shí)候出,有時(shí)候又沒有;一般都是換刀首件出現(xiàn),如果換刀首件沒有這種刀痕,那在整個(gè)壽命周期內(nèi)也沒有;換刀首件有刀痕,連續(xù)加工幾件均有刀痕。一直未找到根本原因 |
雪鋒 發(fā)表于 2021-8-21 10:54 刀具直徑改不了了,已經(jīng)買了大刀盤了。修光刃高度嘗試了0.02mm,結(jié)果還是有刀痕。! w' H7 p u- R) c$ r 目前這個(gè)問題有時(shí)候出,有時(shí)候又沒有;一般都是換刀首件出現(xiàn),如果換刀首件沒有這種刀痕,那在整個(gè)壽命周期內(nèi)也沒有;換刀首件有刀痕,連續(xù)加工幾件均有刀痕。一直未找到根本原因 |
|
1、按樓主的參數(shù)計(jì)算,每轉(zhuǎn)進(jìn)給為1.8mm,修光刃寬度為3.5mm,其80%為2.8mm,那么fn(1.8mm)<80%bs(2.8mm),切削參數(shù)合理; 2、建議微調(diào)修光刃與平行刃帶的高差為0.03~0.05mm之間;- T, C X# d! ]* B7 b 3、建議減少刀具直徑,因?yàn)榈毒咧睆皆酱螅砻尜|(zhì)量越差。 |
| 樓主最后怎么解決的? |
| 這個(gè)也要看程序編的怎么樣了??留精加工余量! |
|
這種問題很容易處理:% u& S! E& H8 ^" H 1,修光刃一般比最高的普通切削刃高0.03-0.04毫米;3 W6 n# A; ^- L8 d2 L9 `0 @. P2 c" W7 ~ 2,普通切削刃如果也是可調(diào)的,盡量把跳動(dòng)調(diào)整到0.005以內(nèi); 3,4個(gè)切削刃的跳動(dòng)0.003以內(nèi); 4,主軸不需要有偏角的;* Z/ X5 C) F; l6 s# X& \- `0 D( [ 5,切削液流量足夠。 這種PCD面銑刀我用過的太多了。 |
| 主軸有偏角,不垂直,這不就是帶刀了么。 |
| 設(shè)備不錯(cuò),如果設(shè)備沒有撞機(jī)的話,基本上可以排除設(shè)備本身的問題,切削液的濃度需要測量一下是否合格,另外粗加工后的平面度要測一下,看看是不是因?yàn)橛嗔苛舻倪^少而導(dǎo)致刀具加工深度不同出現(xiàn)這種情況的,如果沒有條件的話,可以把余量留多一點(diǎn)再走一刀 |
fengjuanluoye 發(fā)表于 2021-1-30 09:08 間距1.8mm,圖片見其他樓 |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-9-7 00:58 , Processed in 0.070025 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.