|diaoxiji發(fā)表于 05-19 19:17插床加工,或者放電
diaoxiji 發(fā)表于 2019-5-19 19:17
插床加工,或者放電
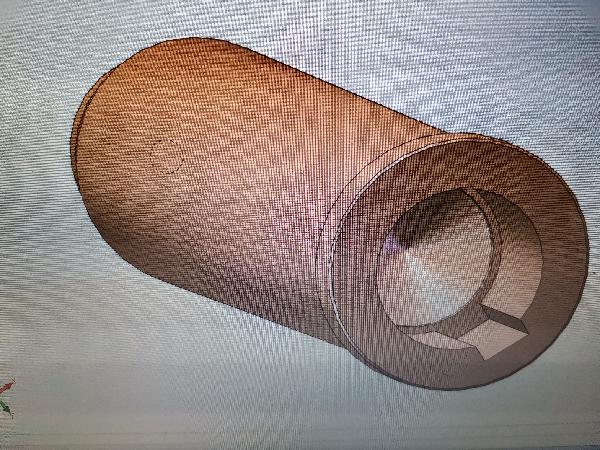
|韓寒11發(fā)表于 05-19 20:27設(shè)計(jì)個(gè)退刀槽,可以插床加工,現(xiàn)在來看只能電火花了
zuonian 發(fā)表于 2019-5-19 22:26
鍵槽沒通,插床可以?
楊善梅 發(fā)表于 2019-5-19 21:22
沒有退刀槽,只能另做電極,采用電火花來打了。
hb545239485 發(fā)表于 2019-5-22 17:01
求請教,本人因?yàn)橐娮R機(jī)械加工機(jī)器較少,電火花加工的話是不是利用絲在中間走腐蝕加工,現(xiàn)在這個(gè)鍵槽只有 ...
未來第一站 發(fā)表于 2019-5-19 21:01
內(nèi)孔鍵槽一般都是插床插,但都要有空刀。
小成子 發(fā)表于 2019-5-23 08:23
你說的那是線切割,也是屬于電火花加工,電極是做一個(gè)和被切形狀相同的電極,通過放電腐蝕形成對應(yīng)的形狀 ...

hb545239485 發(fā)表于 2019-5-22 17:01
求請教,本人因?yàn)橐娮R機(jī)械加工機(jī)器較少,電火花加工的話是不是利用絲在中間走腐蝕加工,現(xiàn)在這個(gè)鍵槽只有 ...
楊善梅 發(fā)表于 2019-5-24 21:49
做一個(gè)紫銅電極就可以打了,如果實(shí)在弄不懂電極怎么做的話,也可以去搞電脈沖的地方問問那里的師傅。
| 歡迎光臨 機(jī)械社區(qū) (http://m.whclglass.com.cn/) | Powered by Discuz! X3.5 |