正在連接... 發(fā)表于 2018-12-24 09:42
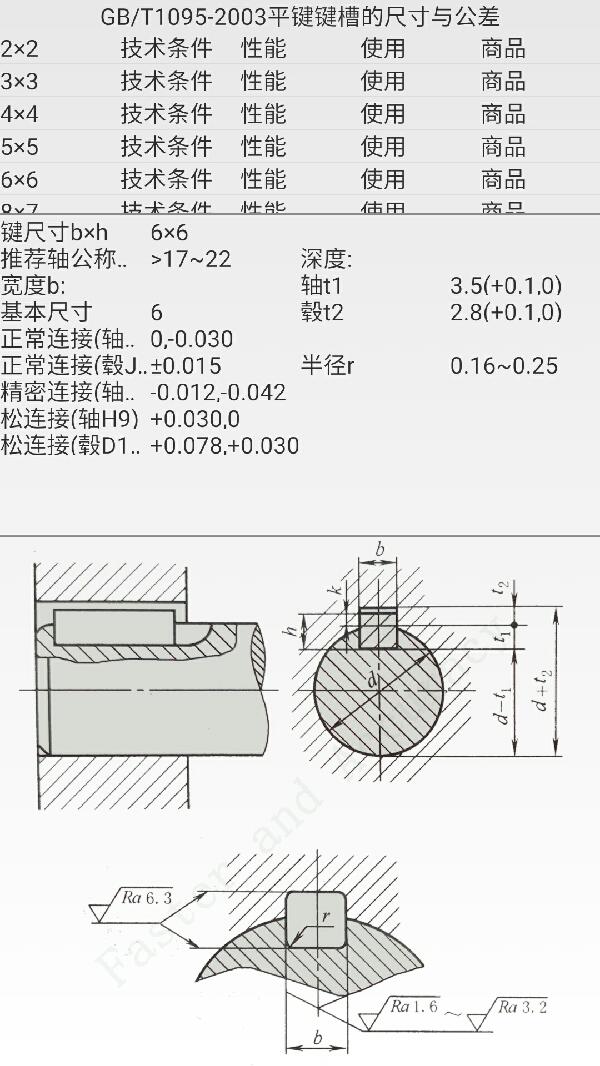
看你的工藝了,如果要插或刨或拉削,那需要退刀槽,如果你用電脈沖加工就可以不用。
風(fēng)刃 發(fā)表于 2018-12-24 10:12$ f# }3 T0 h; Y
需要退刀槽的,插刀插到退刀槽位置。但是因為轂的鍵槽比較深,做成退刀槽明顯影響整件的強度,所以一般設(shè)計 ...
風(fēng)刃 發(fā)表于 2018-12-24 10:121 _: U9 H e0 ^# q. V( l# D$ F+ M
需要退刀槽的,插刀插到退刀槽位置。但是因為轂的鍵槽比較深,做成退刀槽明顯影響整件的強度,所以一般設(shè)計 ...
小小嘉 發(fā)表于 2018-12-24 15:02
您的意思是這樣吧。
風(fēng)刃 發(fā)表于 2018-12-24 15:05
是的,不過不是對側(cè)全穿,是打到鍵槽位置就可以了
zhusongyi2006 發(fā)表于 2018-12-25 17:03
不高,兩個鍵槽,應(yīng)該不超過60

 機械標(biāo)準(zhǔn)件安卓版,QQ群二五四一一二九八四下載
機械標(biāo)準(zhǔn)件安卓版,QQ群二五四一一二九八四下載風(fēng)刃 發(fā)表于 2018-12-24 10:12
需要退刀槽的,插刀插到退刀槽位置。但是因為轂的鍵槽比較深,做成退刀槽明顯影響整件的強度,所以一般設(shè)計 ...
| 歡迎光臨 機械社區(qū) (http://m.whclglass.com.cn/) | Powered by Discuz! X3.5 |