機械社區
標題: 激光切割加工特點 [打印本頁]
作者: 遠祥 時間: 2018-5-9 12:53
標題: 激光切割加工特點
今天朋友加工店的平面激光切割設備,做了一批厚板材零件,結果全部報廢。。。
4 y' u T8 p( C! k
) e% x% X |& Z7 V$ @" V
7 I3 }% y( P8 g 大部分都是切割出來后飛邊切割痕雜質太大,零部件外形完全沒有精度,導致要返工處理;更多得切割下落料孔還粘付在本體上,要用手用力得敲才能敲下來;面對這次質量異常,解決辦法也不是一句話,兩句話能說清楚,我去查資料,做了以下匯總:
! L+ w- H! J2 k6 o& T0 [
% M6 H+ t' p/ \8 W# A e* ~! S2 i4 B f, S2 L- j$ n
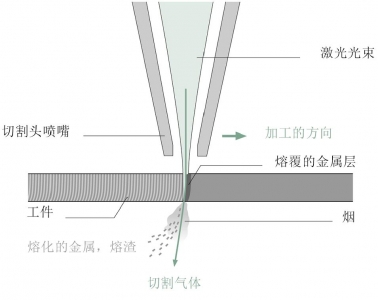
首先要知道它得原理:當聚焦的激光束照到工件上時,照射區域會急劇升溫以使材料熔化或者氣化。一旦激光束穿透工件,切割過程就開始了:激光束沿著輪廓線移動,同時將材料熔化。通常會用一股噴射氣流將熔融物從切口吹走,在切割部分和板架間留下一條窄縫,窄縫幾乎與聚焦的激光束等寬。
- T9 p7 m: X$ C5 l/ j+ w; c- u" t
( O" t+ v8 Z3 p- \+ u1 {! F6 B 火焰切割是切割低碳鋼時采用的一種標準工藝,采用氧氣作為切割氣體。氧氣加壓到高達 6 bar 后吹進切口。在那里,被加熱的金屬與氧氣發生反應:開始燃燒和氧化。化學反應釋放大量的能量(達到激光能量的五倍)輔助激光束進行切割。
( r' y- Z5 m3 n( M) z8 P
+ P0 p3 q& r- C6 s D) p( a
: H" ?8 I) ~9 {$ s/ ^/ K- L7 h) Y- Q/ w
圖1 激光束熔化工件,切割氣吹走切口中的熔融材料和熔渣
" b- M; {% s7 Z" T5 T; i
8 r. I$ _* b' B* z' u: j; L0 Z; G) T5 d( A
4 d6 W' z6 A$ S3 Z7 i# Q) Y5 {7 X3 H* Q" \) A+ X
熔化切割是切割金屬時使用的另一種標準工藝。也可以用于切割其他可熔材料,例如陶瓷。
, ]: Q5 q G6 S! q
5 V0 M# N. P2 ~# u& R1 T
- h( g- X) C# _: G4 P. q" Z2 U& E 采用氮氣或者氬氣作為切割氣,氣壓 2-20 bar 的氣體吹過切口。氬氣和氮氣是惰性氣體,這意味著它們不和切口中的熔化金屬發生反應,僅僅將它們向底部吹走。同時,惰性氣體可以保護切割邊緣不被空氣氧化。
/ ~" h# u# O/ y6 v0 k1 i1 P) n( d# z7 P8 t/ x% N, s9 Y
- @' k4 O$ v4 L- Z* x壓縮空氣切割
4 z. U3 g- V+ N2 ~- B% e. }9 C% L: \ \- M. S4 f2 H
9 G% u6 o: @4 E 壓縮空氣同樣可以用來切割薄板。空氣加壓到 5-6 bar 就足以吹走切口中的熔融金屬。由于空氣中接近 80% 都是氮氣,因此壓縮空氣切割基本上屬于熔化切割。
% y% V9 d6 W# k& c8 O9 _* G4 u+ ?& {5 W4 O: c( W
等離子體輔助切割
7 u3 h' ?4 M* w* Q) o
; Z. J- I' P+ N9 x b
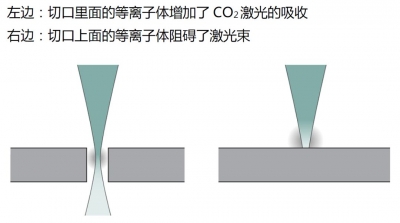
' \+ R# S; T$ Z5 g. I 如果參數選擇恰當,等離子體輔助熔化切割切口中會出現等離子體云。等離子體云由電離的金屬蒸氣和電離的切割氣組成。等離子體云吸收 CO2 激光的能量并轉化進工件,使更多的能量耦合到工件,材料會更快熔化,從而使切割速度更快。因此,這種切割過程也叫高速等離子體切割。+ Z% b/ N$ V, {$ K. b9 Y
8 B) b2 C9 F M- B: G, a
+ d- Z) U T! M+ h' r6 c4 d" j* S
等離子體云事實上相對于固體激光是透明的,因此等離子體輔助熔化切割只能使用 CO2激光。
5 g Q. E( E- e8 S# a/ ?
6 g# y( L( O: C
5 |; m- e8 i/ q3 ~1 ?- `. H2 C8 A4 |, e) u
o" y- B; ]5 z$ M/ A8 A9 v
0 ~% {6 C. I8 Z4 ^1 Q
% F2 O5 [) ?6 Y/ _. t! M. O3 h
氣化切割
; R8 V* w* T5 C& ]# V
% [0 {1 [" s9 F0 u
% z! E: E1 g, ^; e2 W% h$ d
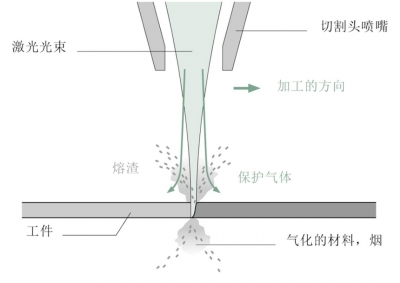
氣化切割將材料蒸發,盡可能減小了對周圍材料的熱效應影響。采用連續 CO2 激光加工蒸發低熱量、高吸收的材料就可以達到上述效果,例如薄的塑料薄膜以及木材、紙、泡沫等不熔化的材料。
G3 T, M7 R1 ~8 p# _* ~6 |* n) q) H
& |# a* @8 l5 O) j! l
超短脈沖激光使這項技術可以應用于其他材料。金屬中的自由電子吸收激光并劇烈升溫。激光脈沖不與熔融的粒子和等離子體反應,材料直接升華,沒有時間將能量以熱量的形式傳給周圍材料。皮秒脈沖燒蝕材料時沒有明顯的熱效應,沒有熔化和毛刺形成。
: @: v2 L1 L$ A, b k( K7 k- `- J6 W% R6 `& @/ ^
# L/ K0 {2 Z9 U4 v/ Y
; G1 U' s3 h. d' u/ A' d圖3 氣化切割:激光使材料蒸發,燃燒。蒸氣的壓強使熔渣從切口排出
/ {- ], U, m: J8 S( F" k7 g* h- q5 b3 k. O u ^, U2 N
8 `& Q- m* ~- m# t4 F' T @
參數:調整加工過程
1 w2 N0 C2 i: l& v5 w: n2 d
" I# ~5 l( G) W5 A" y# R. }6 |( a/ t. j' {/ i( h
許多參數影響激光切割過程,其中一些取決于激光器和機床的技術性能,而另一些是變化的。
( X3 y7 o+ }1 t" r1 K: R4 n! |
" m' z7 I) y+ o1 H
* C- g- E# c% k/ U2 [$ |+ k* f% X
偏振度
3 J- ?* j# i6 V! i( N2 d6 g U; W F2 O
偏振度表明多少百分比的激光被轉換。典型的偏振度一般在 90% 左右。這對于高質量的切割已經足夠了。
2 X7 x7 J. t r% z
8 N8 P# @- i9 D, z& G9 {# T% y1 b. h焦點直徑
2 j- x5 Y q7 R, x; L T( k+ ^1 W" _7 D- p5 g' M
焦點直徑影響切口寬度,可以通過改變聚焦鏡的焦距改變焦點直徑。更小的焦點直徑意味著更窄的切口。
- g |" n" f' w' B4 |0 y
1 @2 V* B2 G' ]5 @3 I4 M
焦點位置
- n8 _$ M1 k/ B5 X) z z
- Q9 \5 Y/ }) O5 p; N* ]
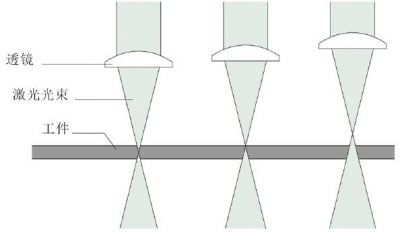
焦點位置決定了工件表面上的光束直徑和功率密度以及切口的形狀。
2 x' s) D5 F4 d$ n+ P
- r. A+ c- K" ], Z. y
9 g+ ]5 ~" T3 _3 p/ ], c圖4 焦點位置:工件內部,工件表面和工件上方
/ Q! |7 @! f/ p3 z) r
7 t* I. |$ @* v" ^9 l0 o
激光功率
4 e- C( ]9 w6 s3 ~
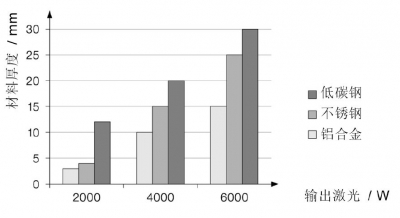
. f }$ S" B6 ^ i2 v z6 i! f激光功率應和加工類型、材料種類和厚度相匹配。功率必須足夠高以至于工件上的功率密度超出加工閾值。
/ v h2 S, b1 v: K# M; {) o
, Q0 _9 S3 V- t: c/ N+ M' \7 t% w1 q- s) b" J o/ c
圖5 更高的激光功率可以切割更厚的材料
5 g6 B* X9 R+ g& w8 m) x
0 G4 p7 G: f0 @4 ]6 Z4 `, a4 M% T- e工作模式
7 K$ _, f' R& W; Z! t6 {
: f4 i+ z' ]! g- m/ a1 [+ E X
連續模式主要用于切割毫米到厘米尺寸的金屬和塑料的標準輪廓。而為了熔化穿孔或者產生精密的輪廓,則采用低頻的脈沖激光。
% b5 i' k0 `* d
切割速度
6 K+ o, q4 {9 p$ N
9 f4 W$ c1 @% X8 T" v: k
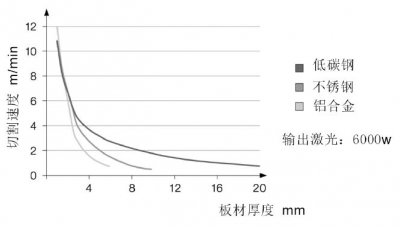
激光功率和切割速度必須互相匹配。太快或者太慢的切割速度都會導致粗糙度的增加和毛刺的形成。
, H, x: p8 T1 @ o2 a! u4 X7 o
% Q* ~6 O- {" @# B
7 x0 j: O d1 q6 Q1 _: h圖6 切割速度隨著板材厚度增加而降低
( {' D/ v3 V- Q O& U0 Z$ v$ u0 j# m8 ^4 m( q! v2 B
噴嘴直徑
1 I9 n* e) j ]6 \+ x P$ S
: o5 _$ }7 b; g4 Z; V* G4 e噴嘴的直徑決定了從噴嘴中噴出的氣體流量和氣流形狀。材料越厚,氣體噴流的直徑也要越大,相應地,噴嘴口的直徑也要增大。
4 `' h. Q- w: A5 V0 A, Z
8 Y; ~1 @$ D- r% w
氣體純度和氣壓
9 w. B& `% K2 p& C3 k' X7 b/ W( A4 X! W+ S- s" r
氧氣和氮氣經常用作切割氣體。氣體的純度和氣壓影響切割效果。
8 y5 v+ L4 m' H' ]8 X! L6 z
9 s+ x6 D9 [ S. H4 W/ j' w8 J' f采用氧氣火焰切割時,氣體純度需達到 99.95 %。鋼板越厚,采用的氣體氣壓越低。
( t% s3 ? D% ^' }7 @: ?6 {6 ? Y" r$ Y9 U8 {# p I" F
采用氮氣熔化切割時,氣體純度需要達到 99.995 %(理想情況是 99.999 %),熔化切割厚鋼板時需要更高的氣壓。
% }/ F. H u6 N0 {* s2 p+ i& h( k5 K. u5 k% G- o" H+ w
技術參數表
, c0 k4 `& y$ q! q
" W2 S9 f9 G: i5 @5 b" ~7 h/ J5 j
在激光切割早期,使用者必須通過試運轉自行決定加工參數的設置。現在,成熟的加工參數被存儲在切割系統的控制裝置中。對于每一種材料類型和厚度,都有對應的數據。技術參數表使得即使不熟悉這種技術的人也能順利操作激光切割設備。
" {. @0 I9 ]8 @2 g. k7 L# g
# ^2 g* y. [2 g0 e+ O3 ^! F激光切割質量評價因素
: S; n4 c) B( d9 V# d. X9 `2 X, ~# Y _1 K. y* n4 C7 T- x
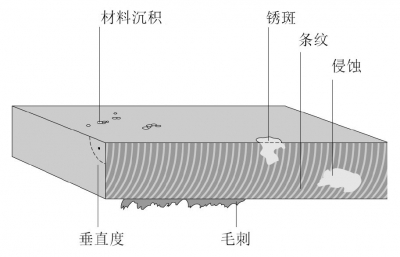
有許多判定激光切割邊緣質量的標準。像毛刺形式、凹陷、紋路等標準可以用肉眼判定;垂直度、粗糙度和切口寬度等則需要采用專用儀器來測量。材料沉積,腐蝕,熱影響區域和變形也是衡量激光切割質量的重要因素。
& s' v6 L6 E7 {5 C, C: ]( k [+ _; O8 y. b1 L& s) u
圖7 好的切割,壞的切割。評價切割邊緣質量的標準
1 N S4 L8 `+ }6 F/ w
/ I/ Q& C! u6 g0 T
( A) z! D" _/ d) W9 l, E# b& H
6 r! f2 \7 R$ r+ U3 j* {
作者: yzhflypig 時間: 2018-5-9 13:08
激光切割本來就沒多大的精度,你要精度高的就線割。或者其他加工方法,你要達到加工要求首先得明白加工方法能達到的精度。不是隨便別人說行就行。
作者: wz5122 時間: 2018-5-9 14:48
介紹的還蠻全面的。
作者: reu8598 時間: 2018-5-9 17:32
蠻全面的,
作者: 遠祥 時間: 2018-5-9 17:53
% ^ z3 `% u0 ]' a3 a9 F: G層主說的在理,主要是打樣階段,考慮加工成本,結果空成了報廢件,損失更大了。
$ w5 B6 e% L& v
作者: 遠祥 時間: 2018-5-9 17:55
' w# E& Q& P. H. t% \希望能有幫助。
) J" ^+ ?, _" [ B1 N: g
作者: 那些年的那些年 時間: 2018-5-9 20:51
這個當然要試切割了,尤其是厚板,參數原理設備資料都有附帶的吧
作者: shasu 時間: 2018-5-10 07:34
, n3 N2 f+ e s" j6 z6 J你切割的材料厚度是多少
7 B" T3 U) ^/ f: n9 Z
作者: 藍仁2015 時間: 2018-5-10 09:20
學習了,謝謝分享
作者: 花山貓兒 時間: 2018-5-10 15:51
樓主細心分析總結,不錯,值得學習
作者: 七曜神權 時間: 2018-5-10 19:43
看上去這板挺厚的了,如果第一次切最好讓設備的供應商派人來打樣設置參數。
( U$ [' H! E6 ^/ f5 N( X. t現在的平板切割機好像也是挺成熟的標準機了,大部分都是切割工藝問題。
7 |1 k) R8 Q+ ~- s5 x4 W2 b機械和電氣的問題比較少。
作者: 遠祥 時間: 2018-5-10 20:44
七曜神權 發表于 2018-5-10 19:43
5 U1 o$ J) k$ Y3 o* H1 B% R! k看上去這板挺厚的了,如果第一次切最好讓設備的供應商派人來打樣設置參數。6 D9 Z& t- h* X. s% K) K
現在的平板切割機好像也是挺成 ...
說得有道理,也有聯系過供應商尋求幫助。( o6 ^8 w/ o# ?5 X+ G
作者: 風云笑 時間: 2018-6-30 17:08
這要看你買的激光的配置了,你買個1萬瓦的,看看效果咋樣
作者: 12312348 時間: 2018-9-18 09:15
總結的滿全面的,值得學習收藏,感謝樓主分享!
作者: 杰163 時間: 2018-12-16 11:32
供應商有專門人員給做調試, 我準備要做這一行了
我準備要做這一行了
作者: 廿三夜 時間: 2019-2-13 13:15
這個主要還是參數問題
# L+ ^5 r3 y* O- X0 Y; u厚板加工之前還是要試切的
作者: 周大少 時間: 2020-4-25 18:54
介紹的比較詳細,謝謝了
作者: seener 時間: 2020-8-26 17:29

| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |