| |
|
| |
|
|
| | | |
|
| 機(jī)械社區(qū)
標(biāo)題: 工藝、定位案例學(xué)習(xí)夾具構(gòu)思 [打印本頁]
作者: jiajoin 時間: 2018-3-21 12:19
標(biāo)題: 工藝、定位案例學(xué)習(xí)夾具構(gòu)思
夾具構(gòu)思
首先夾具設(shè)計的前提是工藝的確定,因為工藝不確定對夾具的影響很大。甚至可能夾具直接報廢重新設(shè)計,所以工藝確定為第一步。
圖1 夾具構(gòu)思
確定好工藝后需要清楚的了解加工零件所需要的定位基準(zhǔn)。構(gòu)思過程先從定位開始,因為定位是直接影響零件的加工精度和能否穩(wěn)定的重要因素之一。定位常用的方式有兩孔一面、三面等。
案例介紹
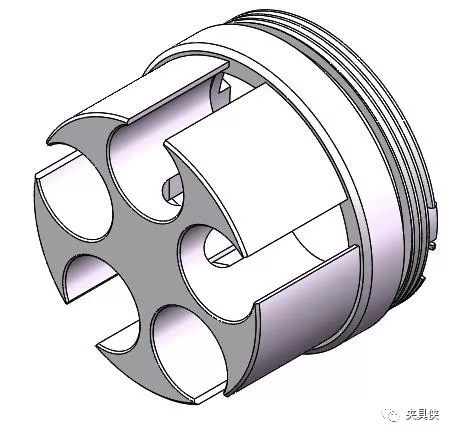
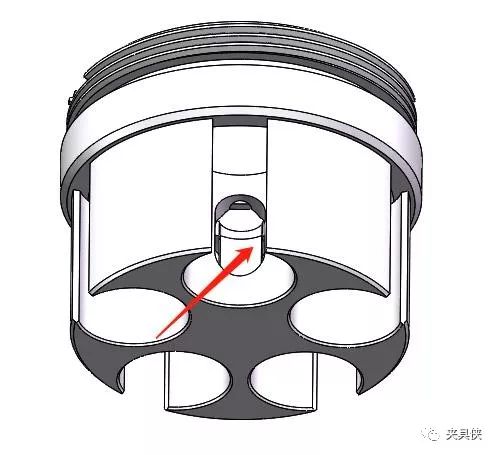
圖2、3所示零件CNC車銑加工完以后需要加工側(cè)面的槽。
圖2
圖3
首先需要考慮的是加工需求:本零件的需求為一個一個加工效率低,迫切需要使用更加效率高的方法來解決一個一個安裝在機(jī)床上造成機(jī)床利用率低下的問題。
其實就是五面需要加工,就只有使用四軸一次加工相對來說效率會比較高。所以設(shè)計的時候五面優(yōu)先考慮在四軸上使用的夾具。
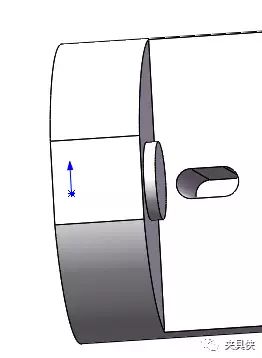
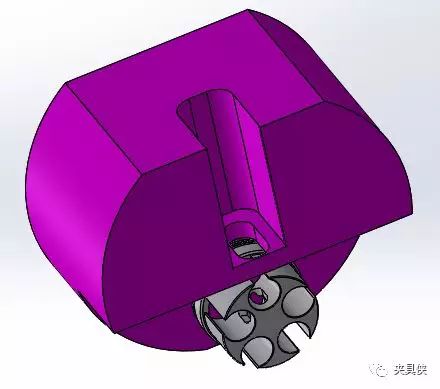
四軸夾具設(shè)計有個很棘手的問題就是五面需要加工很大可能對刀具或者夾具產(chǎn)生干涉,那設(shè)計的時候就會先將夾具的主體設(shè)計出來。
圖4
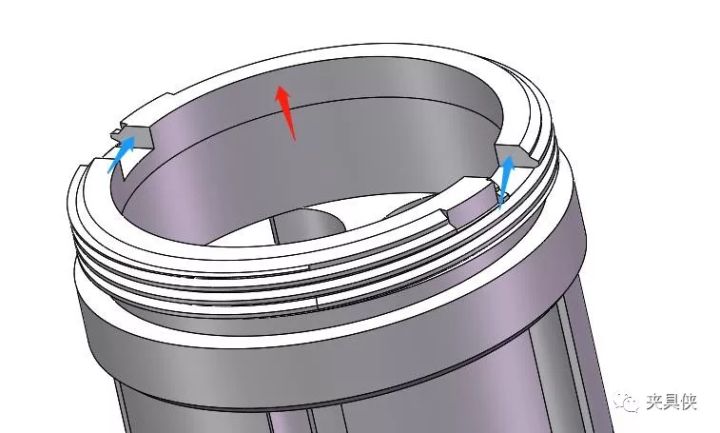
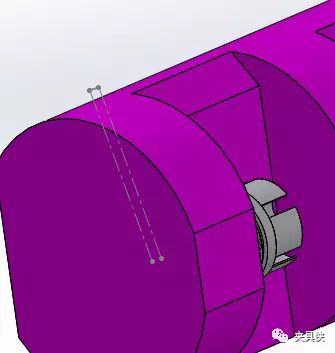
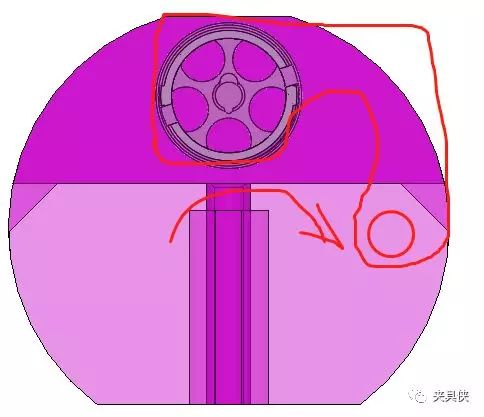
采用一根直徑50mm,長300mm的圓棒,圓棒一來基本接近圓形,對各個角度的干涉小,二來方便與四軸的連接。夾具初步結(jié)構(gòu)出來后下一步就是要選用定位基準(zhǔn)。定位基準(zhǔn)根據(jù)工藝控制圖用內(nèi)孔、防呆和定向用藍(lán)色箭頭指示位置的槽。
圖5
圖6
如圖6就完成了零件的定位 定向與防呆。
處理好前面的定位等問題后,需要重點考慮如何將零件穩(wěn)定的固定在夾具上,做一個避空位置處理。
圖7
圖8
圖9
側(cè)面干澀就要調(diào)整切下去避空位置的深度,如果是刀具剛性不夠可以調(diào)整一下結(jié)構(gòu)。
圖10
可以加粗刀柄來增加刀具的剛性。
圖11
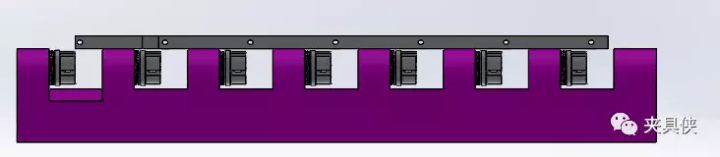
多工位裝夾可以解決效率的問題。
圖12
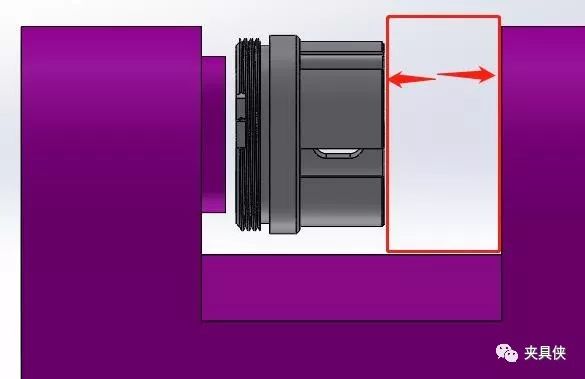
關(guān)于夾緊的問題,可以放一個V型擴(kuò)張夾。考慮到定位有一定的長度需要預(yù)留零件退出的空間。也就是說夾緊和墊片的總厚度只有箭頭位置的大小。
圖13
圖14
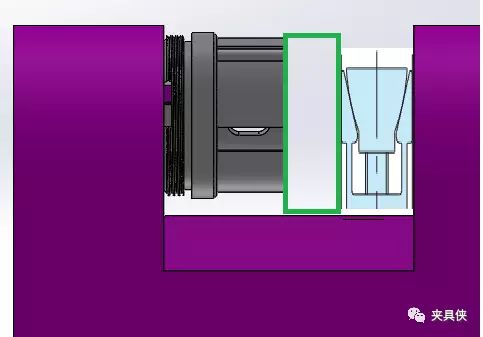
為了節(jié)約裝夾旋合螺紋的時間我需要只擴(kuò)張夾中間增加一個墊塊,利用錐度將側(cè)面張開。
圖15
圖16
對于工件容易掉,容易錯位的問題,采取整體連接的方式。或者如圖18所示直接做夾具上翻轉(zhuǎn)。
圖17
圖18
思維碰撞
Q:是組合的么?
A:可以考慮分體式,把定位塊單獨加工后鑲嵌到夾具主體上。或用線切割把槽割穿,再用螺絲固定。
5 p1 ]. m( ~" k; L/ P3 w6 U. A
Q:為什么不電火花側(cè)打?工藝簡單,周期快,整體性精度還高,成本也低。
A:電火花加工精度不能保證,有問題更換不方便。
+ m4 t* W* E# w( }: O% U- t
Q:機(jī)外裝夾怎么定位?
A:零件定位兩個夾具板在同一個方向,同時零件和四軸間的角度定死。
) j; \; Z$ K7 O( J, v8 m$ q$ d
作者: 無聊的疼迅 時間: 2018-3-21 15:21
很實用,很專業(yè)。考慮了很多方面。
作者: 韓寒11 時間: 2018-3-21 20:01
樓主這工件安裝是需要人工的吧
作者: jiajoin 時間: 2018-3-22 10:33
: h! @: \4 J& J7 g& r# t" O
機(jī)外裝夾,需要人工安裝
. S; Y5 X+ z6 g9 J2 T
| 歡迎光臨 機(jī)械社區(qū) (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |