機械社區
標題: 這里有一場空間角度鉆孔夾具設計的深入探討 [打印本頁]
作者: jiajoin 時間: 2017-12-13 10:40
標題: 這里有一場空間角度鉆孔夾具設計的深入探討
還在為空間角度鉆孔夾具的設計而煩惱?
這里
有一場關于這個問題解決方案的深入探討。
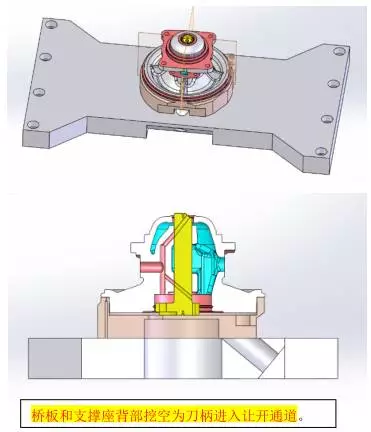
一、單角度斜孔夾具設計
(以中間殼中心斜孔加工為例)
配合設備立式加工中心+A軸(第四軸)。
特點:中心斜孔直徑φ5,刀具比較細長又因為工件本身的結構特點D5刃具部分必須比較細長,長徑比大于10倍。
難點:細長刀具,又在斜圓柱面上鉆孔,鉆頭鉆入工件時勢必會引起刀刃擺動,造成加工不良。
解決方案:在中心孔內部增加鉆套為鉆頭提供剛性支撐,從而保證鉆孔精度和鉆頭壽命。
夾具制造考量:為了抵抗鉆頭在鉆孔時對鉆套的摩擦,鉆套必須有足夠的硬度。推薦使用Cr12MoV材料,熱處理硬度:HRC58-62,鉆套孔熱處理后線割成型。
當然,空間允許的情況下從經濟角度考慮還是將鉆套獨立出來鑲入芯棒比較好。這里由于空間有限,就沒有再分開。
圖1
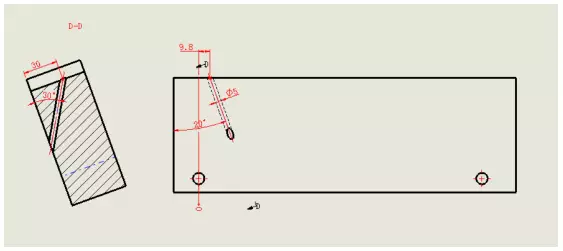
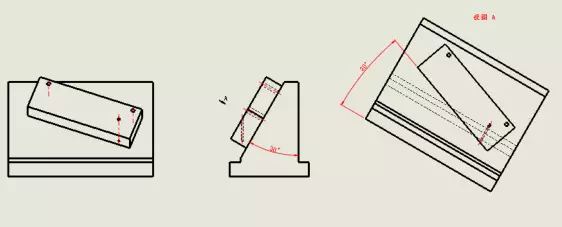
二、空間(雙角度)斜孔夾具設計
1.空間斜孔
如圖2所示,F-F 孔有兩個角度組成,分別為 20°和 30°。
圖2
2.要實現這空間斜孔的加工,根據使用機床的功能不同,夾具的形式差別比較大。
概括起來,有以下幾種:
1)3+2軸,在三軸機上搭載帶有兩個正交旋轉軸的轉臺實現加工。這種情況下夾具設
計相對就比較簡單了,除了需要特別注意干涉外,與一般鉆孔沒有太大差別。在此就不詳細說明。
圖3
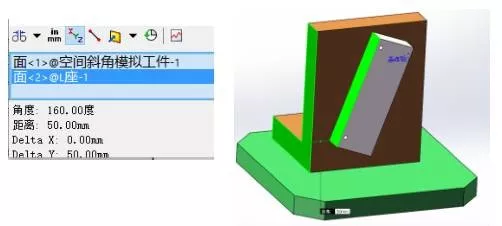
2)使用臥加(帶有B軸)或者使用立加搭載A軸。原理基本相同,就是把兩個角度中的一個角度使用轉臺自身的旋轉功能來實現姿態調整,另一個角度采用夾具來實現姿態調整。
圖4
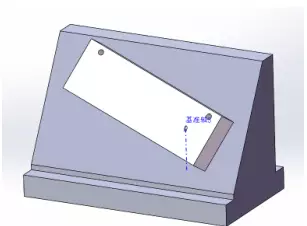
3)使用三軸機床,兩個角度姿態都靠夾具來實現。
圖5
圖6
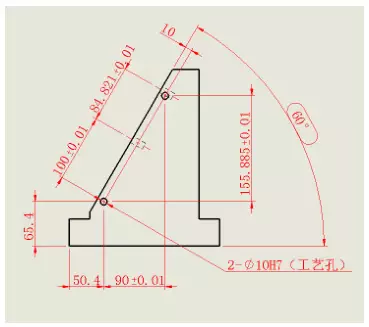
三、假借工藝孔來控制斜度精度
斜角座在加工過程中,因為各種條件限制往往傾斜角度精度最終會成為影響夾具總裝精度的一個重要因素。下圖推薦采用拉正 2-φ10H7 工藝孔來控制角度誤差的方法。另外,也可以假借工藝孔來控制傾斜面上的坐標基準(例如 100,84.821 尺寸等)。
圖7
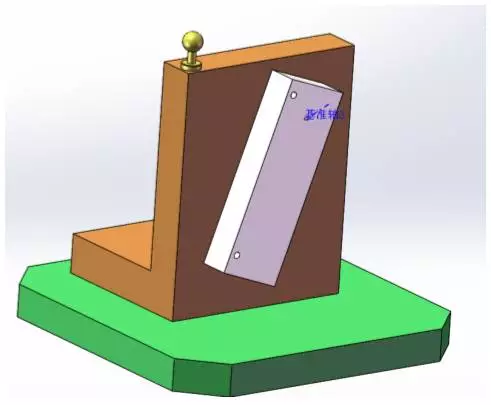
四、對刀設計
在自動化程度日益加深的今天,配合生產線實現自動對刀將會是夾具的又一任務。通過設置坐標球配合探針來進行坐標的快速標定。基本方法是:通過坐標測量機標定坐標球與加工內容各方向參數,然后夾具裝到機床上并拉正基準,之后通過探針標定坐標球與機床機械坐標系的關系,運用宏程序轉換并完成零件坐標系設定。有時候可能受探針長度限制,必要時可安裝兩個坐標球。
圖8
思維碰撞
雙角度建模問題
用戶1:加工斜度基準面有個很簡單實用的方法:用平面磨床磨角度,粗磨后用三坐標檢測一下實際角度與理論角度的誤差推算出定值距離誤差然后打表磨斜面,角度誤差磨到0.01度以內沒問題的。原理就是正弦角度臺鉗。
用戶2:如果是一個角度用這種可以,如果是雙空間角,那定位件本身也是雙空間角度,很難磨吧。雙空間角在三軸機床靠夾具來保證,是不是對加工夾具零件來說難度很大。
老師:主要是斜塊要做準。
用戶3:有五軸自然簡單,沒有五軸也得想法干,空間幾何,座標變換要熟。
用戶4:坐標變換需要機床廠家提供相應的參數。
用戶1:單角度斜面加工有另外一個更好方法:用慢走絲一次線切割出底面和斜面。
老師:如果僅僅是孔加工,我們只XYZ坐標并不需要轉換。
總結:對于雙角度都在夾具實現的情況,使用工藝孔、磨床、三坐標測量后通過正弦法調整,并重新磨出。另一種方法就是用慢走絲一次線切割出底面和斜面。
斜面上的定位銷孔,如何控制精度?
用戶5:做一個工藝基準邊,以這個邊為基準加工斜孔。
用戶6:有兩個小想法:1、精度要求不高情況下,直接靠加工精度,兩工件銷孔加工好,放定位銷,或者上板加工銷孔,檢測調整好后斜塊配鉸;2、精度要求高,可兩件均預打穿絲孔,三坐標調整好后再線割銷孔。
老師:斜面上兩個孔,一個固定,另一個把銷做成座子。X、Y方向有兩個墊片,根據三坐標指示,通過調整墊片厚度,調整坐標。
用戶4:角度變線性!空間角度放在一個面內解決!
作者: c2701624717 時間: 2019-2-11 18:15
這類夾具八幾年沒有數控機床時做過不少,用組合夾具設計組裝空間角度鉆夾具,定好 定位面,定向面,定位角和定向角用球面三角(球面圖法)計算,用鉆套導向,可先銑出平面,再用鉆頭鉆孔,在立鉆加工就行。我 后來用excel制作了一套空間角度計算軟件,專門來計算空間角度,稱為球面三角計算,分三類,1,球面直角三角形 2、球面直邊三角形 3、球面任意三角形計算,這類計算在80年代每個軍工廠都有組合夾具站來解決夾具問題。附帶說一下,鉆套都是用T8材料,碳素工具鋼做的。硬度HRC58-62
作者: 狙擊手 時間: 2019-2-12 02:19
第二個夾具,如果是從圖示的反方向鉆斜孔,刀具和夾緊是否都能矩點?
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |