機(jī)械社區(qū)
標(biāo)題: 螺紋車削加工方式、常見問題及解決方法 [打印本頁]
作者: xiaobing86203 時間: 2017-8-17 21:25
標(biāo)題: 螺紋車削加工方式、常見問題及解決方法
螺紋是機(jī)械工程中常見的幾何特征之一, 應(yīng)用廣泛。螺紋的加工工藝較多, 如基于塑性變形的滾絲與搓絲, 基于切削加工的車削、銑削、攻螺紋與套螺紋、螺紋磨削、螺紋研磨等。其中, 螺紋車削是單件或小批量生產(chǎn)常用的加工方法一。作為數(shù)控車床, 螺紋車削加工是其基本功能之一。4 I n. R! U4 t5 N! s$ \
2 t" V" {2 q* z b. X- H( Y
1螺紋車削加工特點
6 k, b4 \, l f" Y/ [- q7 N
螺紋數(shù)控加工不同于輪廓加工,其特點表現(xiàn)為:螺紋加工屬于成形加工,同時參加的切削刃較長,易出現(xiàn)啃刀與扎刀現(xiàn)象,一般均需多刀切削完成;為保證導(dǎo)程(或螺距) 準(zhǔn)確,必須要有合適的切入與切出長度; 螺紋加工的牙型及牙型角基本由刀具形狀保證,因此,刀具的形狀與正確安裝直接影響螺紋牙型的質(zhì)量;螺紋加工時的進(jìn)給量與主軸轉(zhuǎn)速必須保持嚴(yán)格的傳動比, 即F = Ph(mm/ r),因此,加工時禁止使用恒線速度控制;螺紋切削加工的切削速度一般不高,以不出現(xiàn)積屑瘤或刀具塑性損壞為原則。
9 C2 n! d% K: T" J
1 j7 E5 V7 [; z ?: v; s1 K2螺紋車削加工方式
, M9 ~3 a, l2 Y! c& C# ^/ c
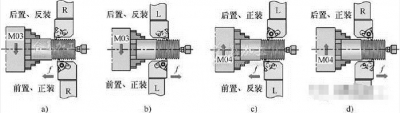
螺紋存在右旋與左旋之分, 其加工方式與主軸轉(zhuǎn)向、刀具位置與進(jìn)給方向有關(guān)。以外螺紋為例, 其加工方式如圖1所示。內(nèi)螺紋的加工方式由讀者自行分析。
' b! l8 K+ k- ~3 o2 o8 w8 Y) C& U8 A6 ?+ N u [( E
+ l8 U$ F9 [# f8 { c
圖1 外螺紋加工方式
( ]5 C) L# x7 B* ta)、d) 右旋螺紋 b)、c) 左旋螺紋
2 f" n, S2 w# I1 k
圖1a 所示為常見的右旋螺紋加工方式, 主軸正轉(zhuǎn)、前置正裝或后置反裝刀具、從右至左進(jìn)給。若進(jìn)給方向反向, 則為左旋螺紋加工, 如圖1b 所示。4 M) F; H7 k" v) t% q# g
( M5 ~! ^7 }% @; w6 s# M- A 圖1c 所示為左旋螺紋加工, 主軸反轉(zhuǎn)、前置反裝或后置正裝刀具、從右至左進(jìn)給。! }8 O' n) U( ]3 Z; a8 d+ d
. U/ a& Q! u1 z' p
若進(jìn)給方向反向, 則為右旋螺紋加工, 如圖1d 所示。1 Q5 J _+ R$ z, S, e
+ I! k' m1 r- H7 d# e) `
3 螺紋車削進(jìn)刀方式
: ^& m' u4 U- i' f$ C
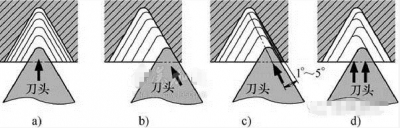
(1) 進(jìn)刀方式 螺紋加工必須多刀切削, 其進(jìn)刀方式有以下幾種, 如圖2所示。
* D$ I9 b4 M+ P" [) N+ t4 D, x4 L
1 |+ Y& w: n, \* M: @/ N" W5 k5 @8 _2 u4 J
圖2 進(jìn)刀方式
a) 徑向進(jìn)刀 b) 側(cè)向進(jìn)刀 c) 改進(jìn)式側(cè)向進(jìn)刀 d) 左右側(cè)交替進(jìn)刀
: _$ F4 F+ _% Z& O 1) 徑向進(jìn)刀(圖2a) 是基礎(chǔ)的進(jìn)給方式, 編程簡單, 左、右切削刃后刀面磨損均勻, 牙型與刀頭的吻合度高; 但切屑控制困難, 可能產(chǎn)生振動, 刀尖處負(fù)荷大且溫度高。適合于小螺距(導(dǎo)程) 螺紋的加工以及螺紋的精加工。
( \* j3 R& q# I1 [
# t% a% {( H) a% T! v* F 2) 側(cè)向進(jìn)刀(圖2b) 屬較為基礎(chǔ)的進(jìn)刀方式, 有專用的復(fù)合固定循環(huán)指令編程,可降低切削力, 切屑排出控制方便; 但由于純單側(cè)刃切削, 左、右切削刃磨損不均勻, 右側(cè)后刀面磨損大。適合于稍大螺距(導(dǎo)程) 螺紋的粗加工。/ |6 `7 K, A" O' \0 N0 l
. e Z' S) Q/ G, W) {" j0 Z 3) 改進(jìn)式側(cè)向進(jìn)刀(圖2c) 由于進(jìn)刀方向的略微變化, 使得右側(cè)切削刃也參與一定程度的切削, 一定程度上抑制了右側(cè)后刀面的磨損, 減小了切削熱, 改善了側(cè)向進(jìn)刀的不足。
& k" T% E9 b7 n: [$ u
! V9 i9 X- o7 }# P- D. A9 D; | 4) 左右側(cè)交替進(jìn)刀(圖2d) 的特點是左、右切削刃磨損均勻, 能延長刀具壽命,切削排出控制方便; 不足之處是編程稍顯復(fù)雜。適用于大牙型、大螺距螺紋的加工, 甚至可用于梯形螺紋的加工, 在編程能力許可的情況下推薦使用。
* e, `) P" I3 J# Y- P/ @& J
3 x# {4 h5 q t" K3 {9 N& N 另外, 在加工梯形螺紋時還經(jīng)常采用一種分層切削式進(jìn)刀方式。
, x- u2 o) f! f. c2 [# t, P3 H9 s' e* @1 I. y* E8 U
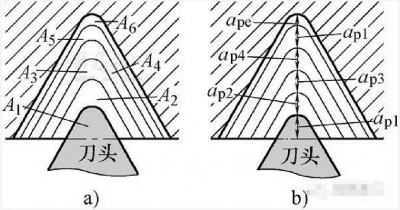
(2) 進(jìn)刀深度(又稱切削深度) 螺紋加工多次切削的進(jìn)刀深度選取方式有兩種———恒切削面積與恒切削深度進(jìn)刀, 如圖3 所示。" q+ [* O2 v0 S* D& y% z
( u( j v: c: d H. h- Z' r
. Q3 i" |& p u4 x圖3 進(jìn)刀深度控制
a) 恒切削面積 b) 恒切削深度
% N8 |" O( D, E) j* _ 1) 恒切削面積進(jìn)刀, 每次進(jìn)刀的切削面積相等, 即Ai=常數(shù)。該方法是數(shù)控車螺紋時最常用的方法, 且通常加工效率最高; 每次走刀的切削力均勻, 有利于提高刀具壽命。
# G3 [( v8 s% h: {9 ]4 j0 w1 `3 X- W! z
2) 恒切削深度進(jìn)刀, 其每一刀的切削深度相等, 即api = 常數(shù)。該方式切屑厚度不變, 可優(yōu)化切屑形狀。不足之處是走刀次數(shù)較多, 僅作為一種補(bǔ)充方案。
9 |1 ]6 \4 d6 l$ d- |, g$ x0 `% y/ r, j: u7 v' K
4螺紋加工常見問題及解決辦法
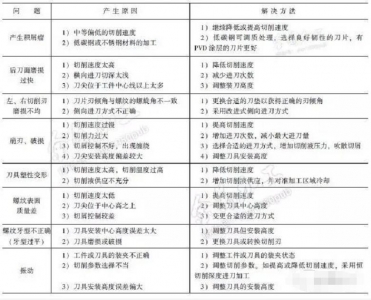
K( ?( ~4 P" J8 c. {1 J* E 螺紋加工常見問題及解決方法見表1。
, d- Z. z6 |" Z d! F3 J# z
表1 螺紋加工常見問題及解決方法
8 _- H# Z" Z1 J; w4 X( e! _& u5 S2 B" \. ]8 j& U- U1 F
) A' N( [! H6 R
作者: sunza501 時間: 2017-8-18 08:17
好資料
作者: 我就是我212 時間: 2017-8-18 08:50
好東西,學(xué)習(xí)學(xué)習(xí)!
作者: 無敵老大 時間: 2017-8-18 16:04
原來如此啊
" u* r% y5 m$ t4 q* K, \, |
作者: 快樂ipk 時間: 2017-8-22 21:24
好東西,轉(zhuǎn)存了,謝謝樓主!{:5_129:}
作者: 張良95 時間: 2017-9-14 22:30
謝謝樓主分享
作者: 品茶論劍 時間: 2017-9-18 22:07
! p4 f. P( r2 `8 |7 t) z" u
好東西,學(xué)習(xí)學(xué)習(xí)!
作者: 7711115 時間: 2017-9-20 11:24
車削螺紋時 第二道螺紋螺距與其他螺紋 改了下進(jìn)刀點 就好了 這是為什么? 有沒有大神會的
作者: wx_JQ4Tz35Z 時間: 2017-10-8 13:24
不錯% i4 x" A1 r: \2 l; c
作者: wx_JQ4Tz35Z 時間: 2017-10-8 13:24
不錯的文章
4 X2 z! p8 W$ w
作者: wx_JQ4Tz35Z 時間: 2017-10-8 13:25
拿走了3 H! [: y* Q. {# P! }
作者: AAAAAAAAC 時間: 2018-9-16 15:35
好
作者: chouxinjixie 時間: 2018-9-17 19:45
感謝樓主分享
作者: 車無輪馬無韁 時間: 2019-10-11 09:12
滿滿的干貨
| 歡迎光臨 機(jī)械社區(qū) (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |