機械社區
標題: 我為什么要‘認真’做畢業設計 [打印本頁]
作者: 小哈五 時間: 2016-3-30 09:23
標題: 我為什么要‘認真’做畢業設計
5 G4 p5 r# Z% L5 P) s* f6 A
我為什么要認真的做畢業設計。我的畢業設計題目是我自己主動選擇的,是CVC軋機主傳動設計,百度文庫有計算內容,但是我看往屆畫的圖紙,我感覺有點不對勁,最開始抄的是實際圖紙,然后越抄越差,具體結構怎么畫都看不明白,而且標注的很差。所以我自己按照我查找到的書我獨立性的重新繪制,尤其我找到一重技術的寶鋼2050mm熱帶鋼連軋機主軋區設備(I),我至少有參考里面的布局和模糊不清的數據,我為什么要認真,我想拿優秀畢業設計?我現在根本不在乎那東西!我簽工作了,然后現在沒有掛科,我完全可以糊弄過去,但我想與998大俠對話,‘對話’一個是央視財經的節目,我大一下看的,但現在很久不看了,尤其998大俠也看對話,我希望我能探求998大俠的深度,正好畢業設計給我一個機會讓我能有機會嘗試一把。998大俠拋出過許多關于冶金的帖子,我應該感謝大俠拋出來的東西,否則我去哪思考。重問題輕答案,如果提出一個問題,答案并不重要,你已經開始思考了。一個具體例子,998大俠提過‘雪橇’我認為就帶鋼上翹頭,我去1780生產線,還有中厚板生產線,我都問過帶鋼的翹頭與叩頭,他們說原因很復雜,其中重要影響是溫度,998提到過電機,我曾經參觀看見熱帶鋼的帶頭上翹,熱帶鋼粗軋機都是兩臺電機驅動,是否是上軋輥與下軋輥轉速差異過大,帶鋼上下表面的金屬塑性變形的流動速度不同,然后造成的翹頭與叩頭,我僅僅是猜測。
2 m/ s z4 R# J6 L
鋼鐵產品主要是板 帶 管 型 線 棒幾大類,從998以往文章中,我可以搜索到998做什么,大俠做過R1 R2,熱連軋精軋機(應該算過秒流量相等的計算),還有飛剪,板式矯直機,中厚板的側推板,應該還有中厚板的冷床吧,大俠老提線材,大俠應該主玩線材,但圖書館關于線材資料太少了,我不太了解。我發現關于板帶材的資料很多,而且計算方法豐富,減少我自己的工作量,然后可以深入學習,所以直接做CVC軋機,計算應該是熱精軋機組但是自己能力有限不會算秒流量,我就算一架軋機一個道次。
談及畢業設計,然我想起我大三機械原理課上,老師講過一個小故事,上屆做畢業設計的學生,拿著機械設計課本去找老師,老師直接說,你把這個課本扔了,去圖書館查機械設計手冊做畢業設計。從這點看到,學生對機械設計手冊根本就不知道,老師告訴他干什么然后干什么。我的參考資料就是各種書籍了,我在寒假時期我已經開始著手學習軋鋼的知識,板帶鋼生產技術1000問,第四屆國際板帶軋制會議論文集,冷軋帶鋼生產技術,中國熱軋寬帶鋼軋機及生產技術 我大致都看過。但我還需要細看。其中中國熱軋寬帶鋼軋機及生產技術里面有各大熱軋車間的平面布局圖,設備參數,我就是抄我也抄有準確有來源的。
我的 參考書目:4 b6 P+ s, {3 p: X& `6 R
中國熱軋寬帶鋼軋機及生產技術
; K8 u. J, q- A( ^3 K. {( e# C板帶車間機械設備設計
! o! {& A5 _, B軋鋼機械設計 黃慶學
; t/ D- D4 X1 y1 v0 d軋鋼機械理論與結構設計 上下 鄒家祥- i; ?: `. S* h; \3 B3 ^
軋鋼機現代設計理論
% T3 E: L2 n8 i: L* k; S; D軋制工程學 賀毓辛
4 @8 t. `* i4 p/ n, i軋鋼機械設備 劉寶珩/ m; j" R2 y7 @. w% t
軋鋼機械 鄒家祥
: J/ T& W) D' ?9 q* O; M冶金機械零件強度計算 索柯洛夫
% ]* S( T0 x$ a2 Z新型軋機 王邦文2 R6 c9 M+ B: k# H
國外軋機技術改造譯文集
5 I; S& F3 z8 F3 B熱帶鋼連軋機
$ H: `8 [6 @& t% N) Q金屬塑性加工學—軋制理論與工藝 - M7 L s+ ]5 F1 P) [
發幾個我找的圖片,熱帶鋼生產工藝,現在有常規熱帶,薄板坯 中厚板三大類了。1 p/ ^8 F+ | E5 o3 J0 J
[attach]382505[/attach][attach]382506[/attach][attach]382507[/attach]7 f7 E2 v V$ E& d) l
* C" K' y Z0 P% ^! y' Y
8 g+ ]" Q" r# ^9 C1 h1 ]
0 q& W1 s5 i+ Q' S3 m5 l! C$ l
作者: jason6 時間: 2016-3-30 09:29
不錯,有深度
作者: 小哈五 時間: 2016-3-30 09:32
補充一下,我不是‘優秀的人才’,軋鋼機械是大四的課程,大部分人都不愛聽課,當然我就是大部分人,我上課就是看書,就是我上面提到的是我上課看的,現在熱情不行了。為了計算軋制力,我把金屬塑性加工理論都翻出來了。
作者: の小南灬 時間: 2016-3-30 09:39
提示: 作者被禁止或刪除 內容自動屏蔽
作者: 成形極限 時間: 2016-3-30 09:42
很少有你這樣認真做畢業設計的了,前途不可限量
作者: andyany 時間: 2016-3-30 09:43
英文一定要拿下,
作者: 愛貓人士薛定諤 時間: 2016-3-30 09:46
支持小哈五大俠!畢業設計的時間很充裕,應該就是要認真做的,可惜好多人都糊弄一下,4 g, s/ Z" a5 s3 f0 c" d$ M5 h
* P) Q( t: O; b8 n1 Y大俠有關于冷墩線材的書推薦一下嗎?
作者: 小哈五 時間: 2016-3-30 09:49
[attach]382512[/attach]
, C N- H1 b4 @0 r- |1— 工作機座,2—連接軸及平衡裝置;3—齒輪機座;4—主聯軸器;5—減速器;6——電動機聯軸器;7—電動機
3 h$ S. Z- S3 l
[attach]382513[/attach]/ H0 l" K2 \+ O7 I4 Q+ h6 X& e
1—工作機座,2—連接軸及平衡裝置;3—齒輪機座;4—主聯軸器;5—電動機- f/ d* X. R: w1 k: `
現在主要是這兩種主傳動方案,我知道熱帶粗軋機采用兩臺電機拖動,精軋機采用一臺電機,不知道現在是不是升速軋制,精軋機組普遍采用7機架,前5個帶減速器,后2個不帶減速器。兩臺電機我猜是沒法保證上下兩輥轉速相同。
- V2 @( `) f9 M8 S+ x! v
作者: 2266998 時間: 2016-3-30 09:50
哈哈,好好玩熱帶精軋,這個學問非常深的,尤其CVC,因為棍子是曲線的,抽動到一個位置,其阻力是變化的,非常復雜的,尤其傳動系統,精確計算,還有扭轉振動的問題,% l: e1 K- c& Y
% b% v8 q- U5 ?# k2 g/ N0 F
我玩熱帶比高線早,是玩過大熱帶以后,才玩的高線,但玩棒材也比較早,對熱帶的了解,甚于高線,尤其對世界各國大熱帶的了解,
[# ^8 W& ~8 c2 D% [
. A+ Y8 l1 o7 G3 g4 v你認真學習,工作5年以后回頭看,這是無價財富,比你現在存500萬塊錢還有價值,
作者: 木子12 時間: 2016-3-30 10:03
大俠好好做,祝你拿到優秀畢業設計
作者: 小哈五 時間: 2016-3-30 10:20
[attach]382518[/attach]/ Q- I, d8 C! X$ i3 E% ]
, ]: g$ B/ I) P- b" A" b
作者: 六月年華 時間: 2016-3-30 10:41
有一年的時間做,確實可以做的細致一些
作者: 迷茫的維修 時間: 2016-3-30 10:41
面試的時候,把畢業設計丟給它
作者: fiyu1314 時間: 2016-3-30 10:55
畢業設計很重要的,剛畢業的時候很多技術面試都會問到畢業設計的。
作者: zhuchenghao117 時間: 2016-3-30 11:01
人才,有前途
作者: 楊美超624 時間: 2016-3-30 12:09
jason6 發表于 2016-3-30 09:29  3 ]# y _6 C8 c3 }
3 ]# y _6 C8 c3 }
不錯,有深度
麻煩問下,學的什么專業哈
作者: 桂花暗香 時間: 2016-3-30 12:25
贊一個,大家的鼓勵就是樓主的動力!
作者: 隨心而恒 時間: 2016-3-30 14:05
樓主很用心。不說別的,不求考試優秀,但課程設計,畢業設計之類的項目實訓必須沖著優秀去做。
作者: 小哈五 時間: 2016-3-30 15:14
軋輥錐形軸頸
p+ A! `6 d' m* s$ j! d7 g6 r! d[attach]382558[/attach]9 V8 _9 q, G1 \% b/ ?- C8 [% b
我自己參考往屆畢業設計畫的
0 h: c( r8 r6 a* e D o `' N[attach]382559[/attach]
8 n. w6 |6 X& c3 [ g9 z3 O' o - `* I% D& q7 ^
- `* I% D& q7 ^
人家是算出來的,第一張圖是軋鋼機械設備 劉寶珩P40的圖。錐形軸頸的錐度一般是1:5
$ ?7 i: I# a2 f
作者: 小哈五 時間: 2016-3-30 15:45
cvc軸向竄動是液壓式的,我不可能做那東西,我感覺非常復雜,畢業設計就是,做驅動計算,壓下還給拆開了。
作者: 大同abc 時間: 2016-3-30 16:16
推薦樓主看一本老書 軋制原理手冊 冶金工業出版社 蘇聯人寫的 譯本 或許對你畢業論文有幫助
作者: 小哈五 時間: 2016-3-30 22:28
看了一個晚上圖,我發現往屆畢業設計畫的圖有問題,老師給的是XX生產線的支承輥裝配圖,是實際生產的,但學生畫的止推軸承與XXXX生產線的支承輥裝配圖不完全相符合,不能胡抄亂抄啊,否則走偏了,抄襲之前先看看參考書,知道具體結構,名詞,然后才能抄啊!囫圇吞棗的抄襲,啥也沒學到,現在沒有課程壓力,結果不重要,重要的是學習過程,學習如何識圖,參考于機械設計手冊,練習如何查詢手冊,我到現在還沒有真正搞懂如何查詢手冊。
作者: 海wt 時間: 2016-3-30 23:42
一看就是個布萊德學校,贊一個
作者: 小哈五 時間: 2016-3-31 10:07
本帖最后由 小哈五 于 2016-3-31 12:41 編輯 5 F4 A C* B9 X) g1 u& O
% y. p) n$ C, X8 p" |
我昨天晚上睡不著覺,我反思我寫內容,我的核心目標是與998大俠‘對話’,但昨天晚上我仔細閱讀參考圖紙+一重技術的文檔,我感覺我是不是有點妄自尊大?軋輥的軸承座畫法,液壓平衡缸,電動壓下,軸向竄輥,一個個問題鋪面而來,簡單計算的話,我可以不考慮太多力能參數計算,但是老師給我的圖紙我要抄圖,怎么抄就是一個大問題,抄圖之前搞懂一個事情是怎么看懂圖紙。我咨詢過998怎么看圖,但大俠的回答在我看來,大俠的高度與我的高度差距太多了。我想到一個笨的辦法,硬憋,自己對著圖紙天天看,這個是我在某課堂上,一位老師講他大學時候的室友做的是機床傳動畢業設計,看不懂啊,然后把圖紙放在床上看,看了3天,把具體的東西看懂了。我認為這些東西是經驗性積累,多聽,多看,沒事就多看。一個例子我學校發的一本書是機械課程設計圖冊,就是減速器圖冊,我當初看了幾頁,不太多,但是具體的傳動知識知道怎么回事,但具體的零件畫法我不懂,如果我有精力與時間真的需要手工繪制一些經典零件如齒輪,階梯軸,螺栓,我想就是從動手做過程中吸取思想與方法。看書上結構是一回事,自己動手畫一下發現自己不懂的問題出來,我經歷過這樣的事情。關于軋機的具體結構,我就是參考我說的參考書目,書上畫的簡圖,文字說明需要細讀,反復咀嚼,形成自己的知識。這樣到后期不會迷茫吧,但是現在我做的工作還是不夠細致,需要做讀書筆記,軋輥工作承受什么載荷,校核什么強度,注意什么事項,怎么計算。我現在感覺我還是著急,著急畫圖就是抄圖。重要的事情就是把前期工作做好,自己要干什么,最好做個個人計劃表。' w2 N t' G$ f
最糟糕的事情是,大事做不來,小事也不做,眼高手低,既沒有眼光,也沒有能力。
1 Z$ h% \2 l7 C! Y6 N7 ?! i9 C我喜歡下面這段話
0 ~# ?6 ]; a" x8 e “你們的事業的成長,應該像一棵樹的成長一樣。應該是順其自然,無間斷和全面的/ n( E# k: W6 U8 ~' ]
8 y# U3 D4 i( P- j: ?& d5 h1 X
9 X5 [9 m. s* e+ x
。我希望你們的根能夠在這個學院的肥沃土地下面盡量深入,以使你們的樹干長的既粗且
1 W! Z; T2 M- g" k4 n9 V& ?
1 P6 j/ Z2 ^. I7 d1 q! ?" U
- Y! z8 D6 u( R# K K壯。這樣,將來無論樹葉無論多么茂盛豐滿,也永遠不會有水分供應不暇的毛病。在上空
L; [# }$ L* D/ y2 o+ `' f. c& u& u, [% N C" j8 j! j7 b- _
1 _6 Q5 _( } U2 Z
將不時有狂風大雨,也會有行雷閃電。所以切勿長得太快太高。”, w! Z1 M" r, t) Y# a& b- e8 R% y- v
5 u6 R5 r; n; w8 A
作者: 愛瞬間戀千年 時間: 2016-3-31 21:06
加油
作者: 小哈五 時間: 2016-4-1 10:02
本帖最后由 小哈五 于 2016-4-1 17:42 編輯 + Z$ m* S9 t# N3 T( q8 ^' {
6 n! z) d9 p6 H$ ~$ O' ~$ b7 m4 OCVC軋機的基本原理
- |% i1 I7 O" d# v# C5 `# Q) Q+ HCVC軋機的基本原理是將工作輥的輥身沿軸線方向一半磨削成凸輥型,另一半磨削成凹輥型,整個輥身呈S型軋輥,并將上下工作輥對稱布置,通過軸向對稱分別移動上下工作輥,以改變所組成的孔型,從而控制帶鋼的橫斷面形狀而達到所要求的板形。歸納起來有如下幾點:
1) 軋輥整個輥身外廓被磨成S形(或瓶形)曲線,上下輥磨削程度相同,互相錯位180°布置,使上下輥形狀互相補充,形成一個對稱的輥縫輪廓。
2) 上下軋輥是通過其軸向可移動的輥頸安裝在支座上,與其支座本身一起作軸向移動。上下輥軸向移動方向是相反的,根據輥縫要求,移動距離可以是相同的也可以不同。
3) S形曲線加上軸向移動,使整個軋輥表面間距發生不同的變化,如圖1-2所示而改變了帶鋼橫斷面的凸度,改善了板形質量。
4) CVC軋機的作用于一般帶凸度軋輥相同,但是凸度可通過軸向移動軋輥在最小和最大凸度之間進行無級調節,再加上彎輥裝置,可擴大板形調節范圍。
當軸向移動距離為±50~±150mm時,其輥縫變化可達400~500μm,再加上彎輥作用,調節量可達600μm左右,這是其他軋機無法達到的。
[attach]382724[/attach]/ p% e1 P) j* z
圖1.2b所示是根據預先的輥縫要求,將軋輥稍加軸向移動并抬起上輥,構成具有高度相同的輥縫,在這個位置上,軋輥的作用于液壓凸度系統相似,其有效凸度等于零。
圖1.2 c所示,上輥向右移動,下輥向左移動,且移動量相同。這時軋件中間處的軋輥廓線間距變窄,從而加大中部壓下量,此時的有效凸度大于零。
圖1.2 a所示,上輥向左移動,下輥向右移動,且移動量相同。這時軋件中心處輥縫曲線凸度變大,從而減小了中部壓下量,此時有效凸度小于零。
王邦文.新型軋機[M]. 北京:冶金工業出版社,1994,59-65.
6 G3 [- B$ `6 ]& B. d; j3 O: D7 l5 x1 |% D! T) r4 x7 i9 k' L
作者: 小哈五 時間: 2016-4-1 17:52
+ Q& Y1 X3 _ c/ z# y, q2 w/ T畢業設計參考圖書資料,自己的進度感覺有點延緩了。
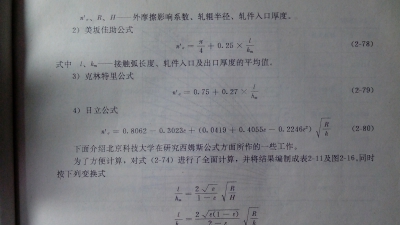
* W8 E# S; K6 R. z+ p" l軋制數學模型我現在發現3類書 也就是軋制力計算公式
3 r5 T0 @5 E, L& h7 E1鄒家祥的軋鋼機械,軋鋼機現代設計理論給的3 F; r- Y( j% G
2金茲伯格的板帶軋制科學基礎5 o; B9 K' R- B+ M& B4 j1 v
3康永林軋制工程學,
% B x1 d/ w; s: P! E" {# P讓我眼花繚亂,不同鋼種的模型是不同的,計算公式的假設條件
+ I I! D4 F2 Z% b7 L另一本金屬塑性加工力學,是東北大學趙志業寫的書,有推導過程,但是我如果分析過程,我感覺好累,各種從未聽過的名詞,我還不能保證我可以完全搞懂所有事情。 B3 Y/ k; c6 ?; e5 A
軋制力矩計算方法好像有兩種一個
& W. {* |) ^& h c軋制力來計算軋制力矩
4 R2 {, s l3 f. n0 T軋制能量消耗推算軋制力矩
% q' N& D3 e: e3 K7 O% l. S
作者: 小哈五 時間: 2016-4-1 19:24
本帖最后由 小哈五 于 2016-4-1 19:26 編輯 6 |( S" _& Q0 l
+ V8 ~9 F/ } B
我感覺我學習一個前提是必須‘博’ 但‘博’很容易,就是多看,‘精’就很難,需要動腦思考,書上給個公式不管三七二十一就直接代數計算,也許適用條件不符合自己計算情況,為了嚴謹考慮需要推導過程,假設條件,但自己的基礎太過薄弱,有些東西現在看不懂,但是心中留個念想,我希望我未來能真正看懂。+ {# r0 g8 m) R0 v3 M


, U( z# @3 m. Y) [: j1 P# o我特別愁怎么查函數圖,我討厭看圖,問題是不精確,我記得好像有牛頓插值法的但是我不太懂,我只是聽老師上課提過一嘴,圖片上有一句話“但為了用計算機控制軋制過程”怎么控制的?這個是很值得的問題 而且我想了解工業自動化與工業以太網絡,工業級路由器與家庭用的不太一樣啊!5 v8 [1 U2 K- o' ^
如果我選擇志田茂模型,為什么選擇這個模型,一句話噎死我,沒有證據證明自己的觀點,一切都完蛋。我的原則一定要有可信的推導或者已經有的實驗結果證明自己的觀點,否則什么都白費。
1 @. S5 u* B& y% o6 R$ S6 D/ t) V) H" b& T0 W2 [- F
5 ?% E+ x' P' o. y m6 P
* T+ n: E. z3 o+ }
作者: 一世輪回 時間: 2016-4-2 16:09
我大三可以著手做畢業論文,也是翻閱各種資料,也有各種百度,做著做著才發現自己學到的連皮毛都算不上。也是由于認真的做了畢業設計,自己把學過的一些知識重新過了一遍,我才能進入現在的公司(雖然是小公司)。
作者: 小哈五 時間: 2016-4-3 17:33
本帖最后由 小哈五 于 2016-4-3 21:01 編輯
5 o4 f; \' {7 ]; o& j1 n& R+ X5 w0 \. G9 v/ U3 Z0 M
4輥軋機傳動工作輥,不考慮張力。如圖作用在工作輥上的力有三個。軋制力P,與力臂a組成軋制力矩Mz;工作輥軸承處的摩擦力X,與摩擦圓半徑ρ相切;支承輥對工作輥的反力P0,考慮支承輥軸承處的摩檫及工作輥與支承輥的滾動摩擦,力P0則應與支承輥摩擦圓半徑ρ0相切,并在工作輥與支承輥接觸處離開兩輥連心線一個滾動摩擦力臂m的距離。一般情況下,m=0.1~0.3mm
3 P) |$ R6 g) J" I% D( {工作輥軸承中的合力X水平方向
3 t* o, M$ D, M0 f! j! `% M, P% U支承輥半徑R0. ^' M; E. B" Q$ Z; ]
工作輥半徑R& }9 n7 Z( E# r$ F# u2 @: v1 n' g
) z1 k( D+ h9 R6 W% T[attach]382904[/attach]
+ Z% \- ^) i" c! F, W傳動軋輥所需力矩為軋制力矩Mz,由工作輥帶動支承輥的力矩Mp與工作輥軸承中摩擦力矩Mf三部分之和,即% r: }0 f, o3 i. d
M=2(Mz+Mp+Mf)! T% K" D! V" a" I3 a( y
& {! W( e3 j; P
根據力平衡條件P=P0cos λ6 n4 \% P7 n7 \
λ為P0與軋輥中心連線的夾角,根據幾乎關系確定為,ρ0/sinλ+mcosλ/sinλ=R0聯合 sin^2λ+cos^2λ=1
3 X6 n% v& p6 D6 c% J: r3 p; e《軋制工程學》給的公式是用一元二次方程的求根公式然后取近似值是2 [ L! x5 y* x
sinλ=(ρ0+m)/R0 然后求出λ# T7 u0 |0 n) q
a0=(Rsinλ)+(R0sinλ-ρ0)5 s) J- Q; z) A4 z. n
============% V4 d" S: r. ?8 ^2 p( l. T. f$ a! [2 A% o
下面有問題 h* V v& W' d4 G9 H
a=Rsinγ把作用點直接放在中性點上,γ就是中性角。中性點的金屬移動速度與軋輥圓周速度相等。[attach]382903[/attach]Δh 壓下量 μ軋件與軋輥之間的摩擦系數 0.27~0.36傳動兩個工作輥所需要的力矩為+ P) W# L2 W' U8 v R( K
M=2(Pa+P0a0+Xρ)
作者: 小哈五 時間: 2016-4-4 15:40
本帖最后由 小哈五 于 2016-4-4 18:23 編輯
6 K# ?6 z& X5 c3 [& G5 m' ]/ Z7 p/ y$ x; I5 K- E
簡單軋制過程
8 ]! ]: d7 R" M% G7 O( ?' l/ t# S兩輥軋制,上下軋輥同時轉動,軋輥直徑相等,圓周速度相等,軋件均勻運動。" u' ^' w! T9 }& w0 v" {
[attach]382938[/attach]
7 k/ }; p4 {/ G4 z軋件原始厚度H,出口厚度h,咬入角α,根據幾何條件2 t- k6 T2 T8 v! U- F
cosα=1—Δh/D3 ^3 |) g9 b) W8 O
Δh=H-h' e8 d# J$ m3 @! D a# Z' f! B
對軋件受力分析如圖上,軋件受到上軋輥的支反力N1',軋件相對上軋輥向后運動,摩檫力方向與運動方向相反或者運動趨勢方向相反并相切于上軋輥T2'$ z* c7 }& A! [ A/ J+ Q/ R- B- w" i
自然咬入條件,當摩擦角大于咬入角時才能開始自然咬入。+ d) O# }, K$ R% [; [
由簡單軋制條件可知,軋件產生的變形是相同的,壓力分布也是相同,咬入角相同,軋件均勻運動,合力為0,受力平衡1 B! E' r. N- @: q, d
T1'=T2'
0 I( {/ D* ?' a. L2 qN1'=N2'. u1 D9 I0 _- T/ y7 @
即合力是相等的,P1'=P2'
& x9 R3 U0 N( v4 S# Z且P1' P2'作用線在同一條直線上垂直于軋件運動方向
" B$ k9 O5 f1 |7 Z/ l根據牛頓第三定律,對軋輥受力分析如圖( h' C+ m! y% v" k$ s
[attach]382943[/attach]
' k- T& q6 [9 a# b4 `) t: d軋輥受到摩檫力T1,T2 軋輥支持力N1,N2 合力P1 ,P2 鉛直方向。3 P% W7 m( K; q6 R" D
不考慮軋輥軸承摩擦:軋制力矩Mz=P1a,a=R1sinγ Mz=P1R1sinγ
# }4 b. a) ^ A1 O5 D9 @γ 合力作用點與軋輥軸線所成的角
- y" ]" S8 d6 k9 {: O& w E驅動兩個軋輥的合力矩M=2Mz
1 U+ Q% p' n8 s E* U7 ?- M考慮軋輥軸承的摩擦,
2 m- V) M6 b1 J' x4 t s% b4 h E軋輥軸頸與軸承構成轉動副,當軸頸在軸承中轉動時,產生摩擦力來阻止運動(我不太理解摩擦圓,機械原理講過,但是我忘記了,我找到一些關于摩擦圓的材料)$ N; ^9 {" n% _6 i$ o- F: L: N* R+ U
由軋輥的平衡條件出發,其軸承上的反作用力方向必須平行于軋件對軋輥的力P,同時產生力矩是摩擦力矩。在簡單軋制情況下,只有一種情況保持平衡,每個軋輥軸承的反作用力必須等于力P,且與摩擦圓半徑相切的垂直方向,受力情況如圖
% L$ `1 W" O2 Y[attach]382945[/attach]) M( M b5 a; o- N8 j/ r }: b
軋制力矩Mz=P1(a+ρ)a=R1sinγ ρ=μd/2 k2 E- G8 K/ v- e' K$ V8 B; g" A
Mz=P1(R1sinγ +μd/2)
% D# x0 g# _- y! [9 R5 L6 C) e驅動兩個軋輥力矩M=2Mz
9 m$ q7 |' I* K: b( U7 Q7 q- T. g: t4 v( u% M% ~+ q
' W& T5 o8 E* G: a9 [% V" t
作者: q3211900 時間: 2016-4-5 21:49
有時間就好好的做下
作者: 小哈五 時間: 2016-4-6 11:50
本帖最后由 小哈五 于 2016-4-7 16:08 編輯 D: F3 O2 s4 M1 B% w; N
. ~) Z- n- M3 w3 ^
四輥軋機的支承輥與工作輥有兩種布置,一個是有偏心,另一個是沒有偏心,可逆式4輥軋機是無偏心,不可逆4輥軋機有偏心
E9 V2 |- c" O軋機的傳動簡圖,粗軋機大部分是兩臺電機,精軋機大部分是一臺電機,前幾架帶減速機,后幾架不帶減速機,軋制速度是逐漸升高的,: F6 {+ ?3 W& w6 h+ @
[attach]383179[/attach][attach]383180[/attach][attach]383181[/attach]
作者: 592361078黑毒 時間: 2016-4-7 09:04
2 v P6 V: S* _! } X+ |# u; w( U看了一部分 學習了
作者: 戰爭機械 時間: 2016-4-7 11:59
大俠好好做,祝你拿到優秀畢業設計
作者: 小哈五 時間: 2016-4-7 16:10
為了提高軋機的剛度和減少輥系的變形,目前廣泛采用四輥軋機來軋制帶鋼,四輥軋機的輥系由工作輥與支承輥組成。軋制時,作用在工作輥上的軋制力傳遞給直徑較大的支承輥,使軋機具有較大的剛度,從而保證所軋帶材的精度。+ O, a- F) j+ v1 q
四輥軋機按其傳動方式可分為工作輥和支承輥傳動兩種。支承輥傳動的四輥軋機具有以下特點:3 H; R; j% q3 ?, {
1) 可采用直徑較小的工作輥,從而降低軋制壓力,減小了工作輥在軋制時的彈性壓扁;
- s1 n3 ^" c6 C m6 O2) 可在同一臺軋機上采用不同直徑的工作輥來進行軋制,以改善軋制條件,擴大軋材品種;4 w( I8 K4 n3 |, {8 ~1 R3 P% W0 u
3) 工作輥傳動的四輥軋機的傳動扭矩往往受到萬向接軸強度的限制,而采用支承輥輥傳動,傳動扭矩可以加大但采用支承輥傳動存在齒輪座尺寸加大,軋輥容易打滑和工作輥水平撓度增大。" |3 V' ^* K- K% x) x& J8 F
4) 更換工作輥方便,縮短換輥時間[7]。1 d8 k) ~- L* E/ C+ z. L) s
支承輥傳動主要優點是可以采用直徑較小的工作輥,實現軋制更薄帶材,主要在冷軋帶鋼生產中應用,熱軋帶鋼生產多采用工作輥傳動。0 d- o* p# q7 r
主傳動裝置的作用是將電動機的輸出扭矩傳遞給工作輥,使其以一定的速度轉動,實現對金屬軋制。傳遞過程如下:電動機→減速機→中間軸→齒輪座→傳動軸→工作軋輥。熱帶鋼精軋機組是屬于多列式軋機,一般是不可逆式軋機,往往采用集體驅動,
) y6 N/ j0 v4 \/ k6 L減速機一般設在精軋機組的前3架軋機,減速比一般在1:5~1:8之間。精軋機組后4架一般為直接傳動,但也有少數軋機采用減速機。寶鋼的2050軋機,在F4、F5軋機仍有減速機,其減速比為1.78和1.3。減速機對傳動系統響應速度有影響,應減少有減速機的機架。但是采用減速機可以減少主電機的規格數量,可以減少備件,擴大主電機共用性,還可降低主電機造價。因此帶減速機的機架數量,應根據具體條件來確定。
8 A! [1 i F, l' _. d: }0 D齒輪座是用來將電動機或者減速機的扭矩傳遞分配給工作軋輥。齒輪座傳遞的扭矩較大,但其中心距離受到軋機軋輥中心距的限制。因此,齒輪座的齒輪一般具有較少的齒數、較大的模數和齒寬。齒輪座由齒輪軸、軸承、軸承座和箱體組成。9 P- P: l- g' I/ C3 t d
傳動軸是將齒輪座分配的扭矩,分別傳遞給上下工作輥的裝置。傳動軸有十字形、扁頭形、齒形三種。舊軋機傳動軸均用扁頭形傳動軸,隨著軋制速度的增高,精軋機后端傳動軸將扁頭形改為齒形,保證了傳動系統的平穩運行。新軋機由于中間坯增厚,軋機負荷增大,精軋機傳動軸廣泛采用十字形接頭和齒形接頭。
作者: 小哈五 時間: 2016-4-9 13:04
今天參加一個活動,發現自己的知識結構還需要完善,雖然查許多東西, 但是自己的整理能力還欠缺很大。知識真是無窮無盡,一個為什么包含很多能力,多問自己幾個為什么,也許有更多知識增長。
作者: 小哈五 時間: 2016-5-22 16:20
個人關于熱軋的認識
0 @. ~# W- N% \3 k0 ^我的畢業設計課題就是寶鋼2050的F1精軋機,借助契機總結個人學習認識,希望潛水大俠拍磚。鄙人水平有限,難免存在一些缺點和錯誤,希望能見諒。9 }; _+ b! q0 F, d( g( M3 O, I, L
鋼作為人類活動的材料主要材料,我想應用鋼是鋼軋制成各種型材,我看書有句話說的; [2 M0 d" p, H0 E7 x7 m# `5 y% V
有鐵無鋼,有鋼無材。機械應用主要就是各種成型的鋼材,板帶,型鋼,線材,管材8 z# ~+ n- L" N% I7 T5 k
其中板帶鋼占據型材一大部分,板和帶的區別,這個我有點忘記了,帶鋼主要以鋼卷供貨,可以縱剪,橫切 i7 |3 ?9 h1 u! r% y7 r; B
平整鋼卷、分切鋼卷、縱切窄帶鋼卷、橫切鋼板,最近幾年又有經過酸洗的熱軋鋼卷作為成品進入銷售市場。! P- p8 G. o+ s1 M: V: B: b, W) e
熱軋寬帶鋼,窄帶鋼。寬帶鋼可以縱剪成窄帶鋼,效率不一樣,現在都發展寬帶鋼,寬度受到板形的影響。板凸度,這個有研究生的論文就寫這東西,但是我沒精力看。
) p# ]" q' B2 J# N. @* z國內最早的熱軋生產線是鞍鋼的2800/1700半連軋,既能生產中厚板又能生產熱軋帶鋼。
! R0 ^/ s- w) r! h, m* A+ p然后是78年引進的1米7工程,還有一個國產的1700生產線是在本溪鋼鐵公司。) m+ @# W* H5 j# I" [/ D
1700熱軋是日本的IHI和三菱做的,冷軋是西馬克做的,我在一本書看見過。
- T9 k& `7 ]# w9 h0 E) o/ F7 Z然后80年代建設的寶鋼,我到紀錄片
9 a( I8 E8 ^( a. rhttp://v.youku.com/v_show/id_XMTU4MTU1NTI=.html?from=y1.7-2
作者: 我愛9580 時間: 2016-5-24 12:58
不錯,有深度
作者: bumieyanhuo 時間: 2020-6-18 20:52
認真的改變自己及未來
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |