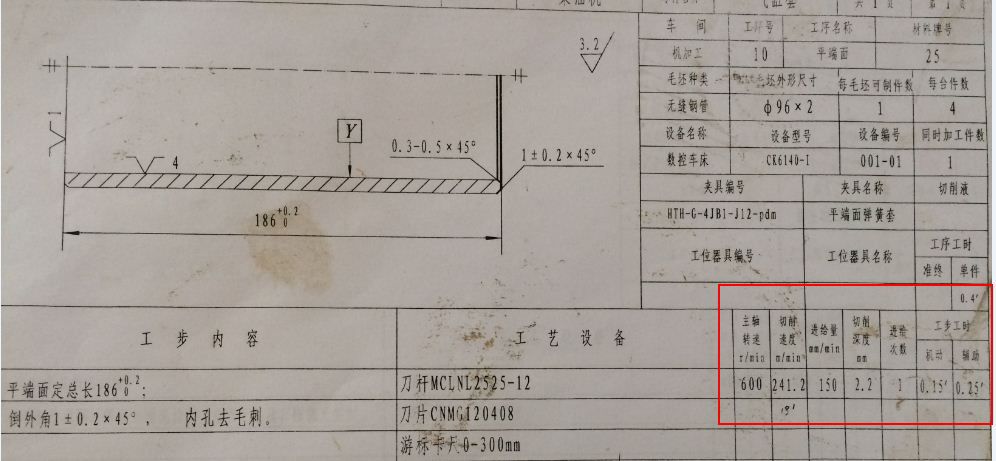
Lixinwu 發表于 2015-6-18 15:13 ( j& T6 S6 O+ e; R# g# A% B. K1和4是定位的基準點數,其標注是錯誤的,人門都知道,三點為一平面,再精致的端面和內孔都不可能打到絕對的理想 ...