国产精品乱码一区-性开放网站-少妇又紧又爽视频-西西大胆午夜人体视频-国产极品一区-欧美成人tv-四虎av在线-国产无遮挡无码视频免费软件-中文字幕亚洲乱码熟女一区二区-日产精品一区二区三区在线观看-亚洲国产亚综合在线区-五月婷婷综合色-亚洲日本视频在线观看-97精品人人妻人人-久久久久久一区二区三区四区别墅-www.免费av-波多野结衣绝顶大高潮-日本在线a一区视频高清视频-强美女免费网站在线视频-亚洲永久免费
<style id="s689n"><mark id="s689n"></mark></style>
<sub id="s689n"><optgroup id="s689n"><div id="s689n"></div></optgroup></sub>
機械社區(qū)
標題:
續(xù)貼了幾張工程圖的審核
[打印本頁]
作者:
start_00000000
時間:
2025-8-21 09:23
標題:
續(xù)貼了幾張工程圖的審核
首先要感謝大家的指點,不是我不想回復大家,實在是回復和點評功能在APp版本上無法使用的,點評和回復是看不到的,所以很抱歉我沒能回復大家的熱情回答 不知道大家用的是手機版還是電腦版社區(qū)論壇,有用手機版的交流執(zhí)正下 手機社區(qū)APp得點評和回復功能為啥看不到
1 c5 w, V0 ~! ~* \# L. j) U& Y
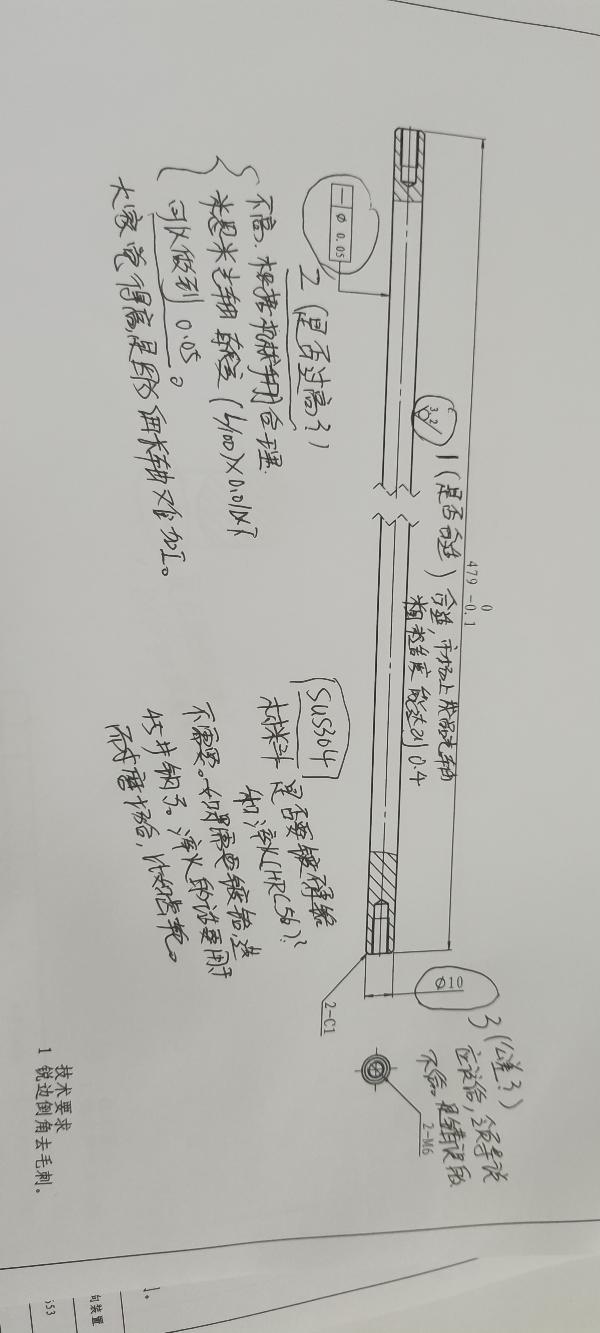
1.第一張
o! ~6 S$ Z, }" i
1.1粗糙度有壇友回復不明白為什么標不去除材料加工3.2。這是因為購買過來的光軸不需要二次加工, 有經(jīng)驗的外協(xié)和采購直接購買成品使用,而不是自己加工。 我標不去除材料,你硬要自己加工我也沒法子
+ o" @6 @8 I0 l8 J6 M- q
1.2 直線度的爭議最大 我是按手冊來的沒問題。按米思米的成品來也沒問題。 有壇友覺得有問題是覺得細長軸難加工,就算難加工你也可以矯直啊。有同事一說304軸軟你標0.05不行的,如果是45號鍍鉻軸可以。他說標個0.2
1 k; y7 K. q; N% v9 A0 N$ k
有個同事的看法 比較經(jīng)典: 軸細長,已經(jīng)沒有撓變上的強度。所以給個0.5的直線度也沒有關系,不標也沒有關系,標與不標在非標自動化上沒有絕對意義和討論的必要。
5 F+ P H) i" H4 N# Q
按我的看法從手冊和米思米成品都是0.05,既然別人都在賣0.05的細長軸了,可以標。 你加工不到你可以矯直,也可以淘寶直接購買直線度好的光軸。 雖然這根軸加上負載以后肯定撓度變形超過0.05, 但不影響使用。 你彎曲了但是細長軸導向不會憋住。所以改標還是標,按手冊標準來,按市場成品來。
3 N+ O- D1 u8 A+ k) \1 _+ ~
1.3 軸的公差
* O! B" [+ \, |+ ?# d8 a' o
我本來標的g6. 但領導說買的光軸不需要標了,我暈 米思米成品光軸有g6 h5 f8這三種公差光軸賣。 所以不標公差是不對的。采購給你買的不是g6你咋辦?
' @6 c5 I9 V1 R0 `4 w8 R
1.4 表面和熱處理
& u) ~5 K1 `5 A/ g0 H7 C
304的軸可以淬火處理干到HRC56 還可以表面鍍硬格. 這都是我沒想到的: 以前都是在45號軸上調(diào)質(zhì) 鍍鉻。 有壇友分享下你的304軸淬火和鍍硬格的經(jīng)驗
, U* n) o* a$ D# H) F6 \0 O/ N
2. 第2張
$ [- G( B7 q7 c! P: q$ @. s
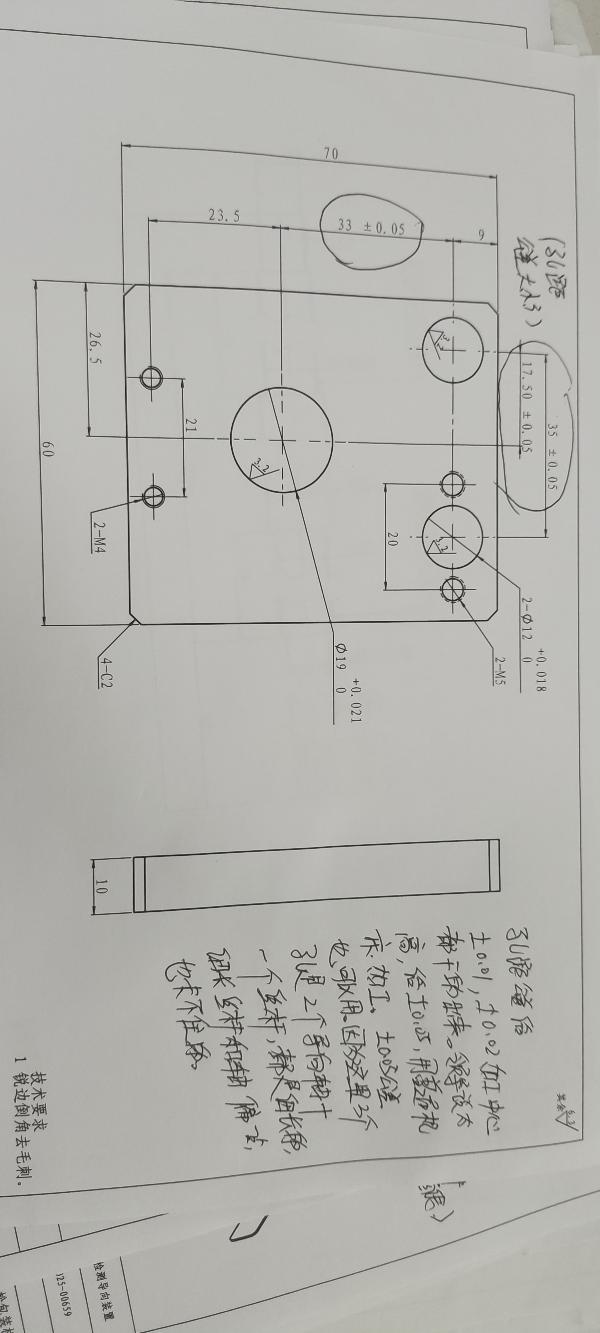
板上孔距公差。 孔的公差配合大家都熟悉,手冊上也有。但孔與孔的距離公差怎么標呢
8 Y+ G, h1 ]8 r
我以前都是按照孔距的大小然后給個js7公差。 這個公差用數(shù)控中心加工沒有問題。 我先前標的±0.01和±0.02我前領導(30年經(jīng)驗)說可以的。 我現(xiàn)領導給我改成了±0.05。 一般是不能這么改的,因為這里3個孔是裝兩根細長導向軸和一根細長絲桿,公差大了會影響導向,但因為細長304軸撓度大,所以不會憋住。所以領導改成了±0.05方便使用普通機床加工。
, E$ g4 r1 x- B) | c; s
一般不建議改成±0.05。有點過大。 壇友門說說你的經(jīng)驗。
* }: ? `5 G, M; K. q! I, n
3. 第3張
# W1 C6 F, r$ G
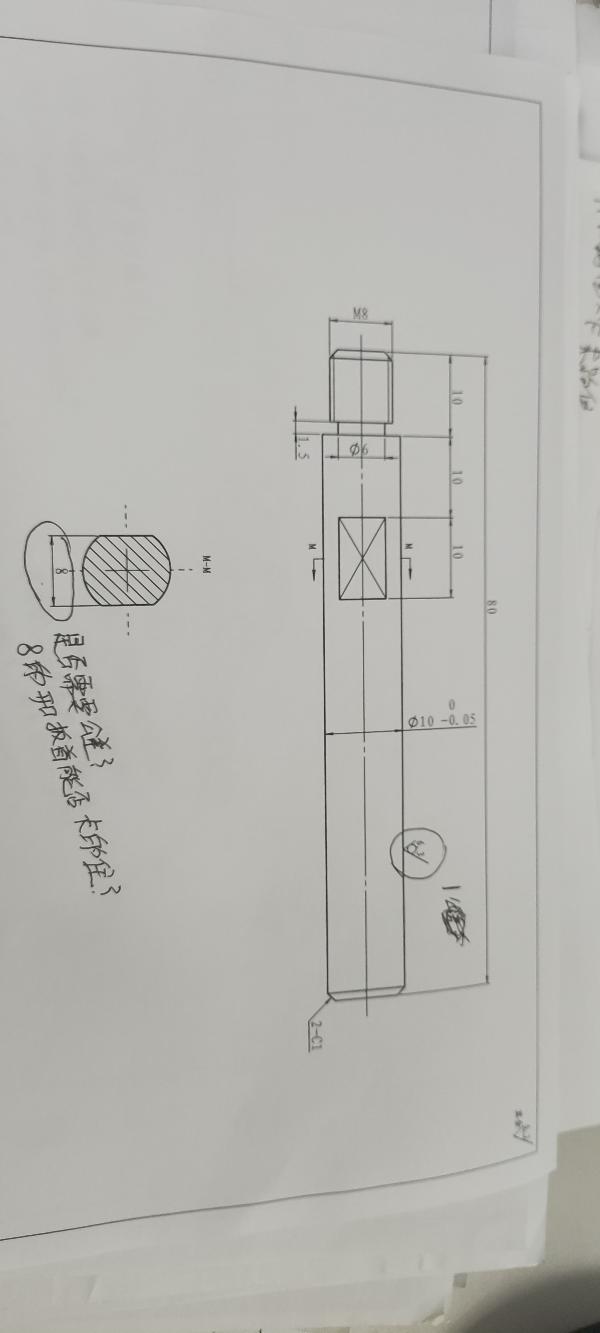
8要不要給公差。 有的老師傅說不給公差8的外六角開口扳手卡不住,要用9的了。 有的老師傅說不給也沒問題的,扳手都開口偏大
6 F2 \! J, C% Z1 p5 ~% Q
米思米8的扳手開口沒有公差 ,就是尺寸8沒有公差,
% \' p- L: k4 Q3 I2 ~* ]. w* G
壇友門你們說8的扳手配這里能不能卡住
+ r Q' n" a% N+ D! z# V, b+ M3 o
4.第4張
( E5 Z$ e- v3 [
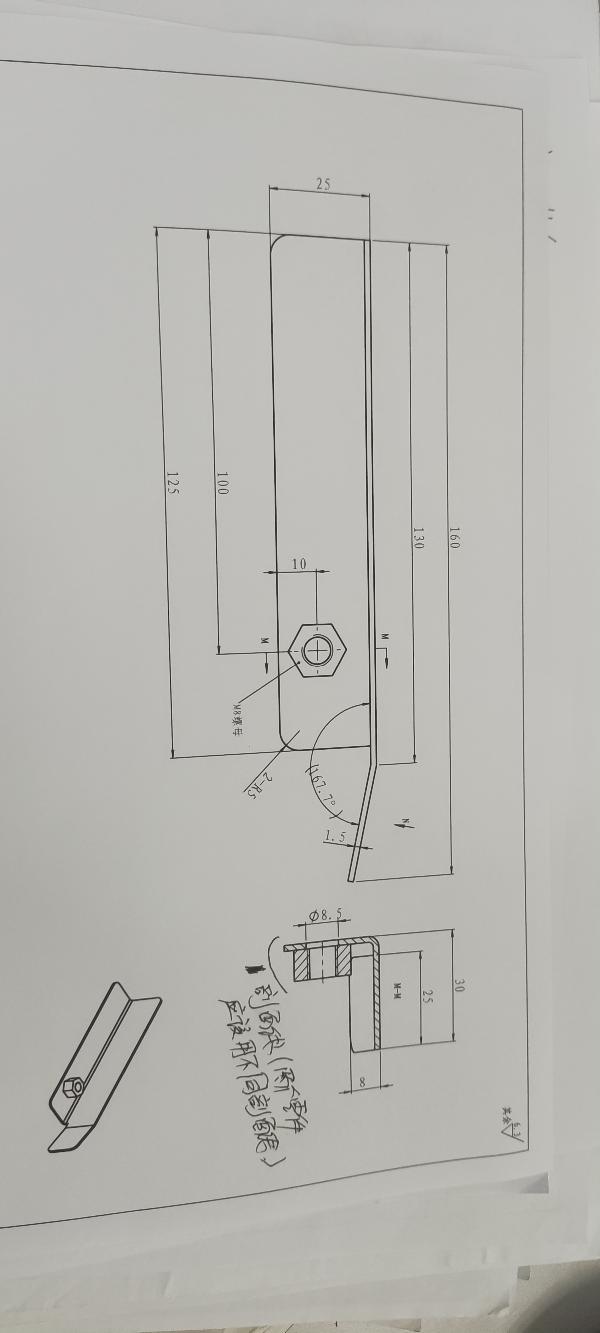
板上焊螺母,領導的意思是兩個零件所以剖面線方向要區(qū)分
7 s8 H7 {3 H! S# M0 M
我的意思不需要區(qū)分剖面線,加焊接符號即可。 焊接好以后就是一個零件了,怎么能用剖面線區(qū)分呢?
' F) n: n+ _# l U& o2 k: r/ R
另外這個開孔8.5是沒有必要的我覺得,
1 S4 V* Z9 F5 C- p' {8 G
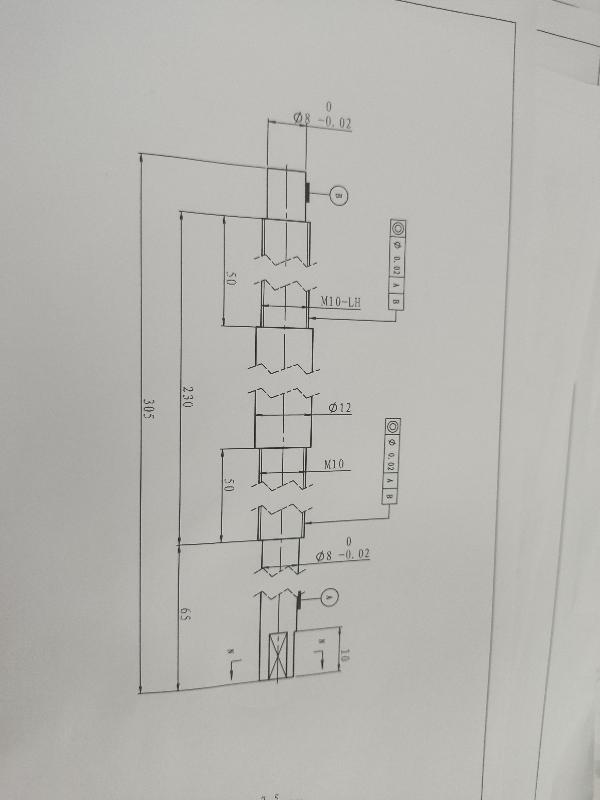
5.第5張
{/ n6 g4 f; a% Q, S5 l
按手冊來這個尺寸7級同軸度±0.02沒問題,有老法師說太高了,標±0.05比較合適。甚至±0.1都可以,因為螺母有間隙的,所以絲桿部分的同軸度沒有必要這么高,絲桿不是光軸。
; [0 `& z! S( Q0 Y0 d$ y; K
. R) b) z+ j2 K j( O: w
8 s5 U1 K& @$ E0 V( m$ \ r4 _
7 D/ w* L. M' b: C j9 W
- L3 {5 b3 k% E5 X$ c$ L
! k/ P- i; @# j; s9 {
純手機手打累死了 還有壇友說我不回復大家帖子不交流的嗎? 有的話找老鷹讓他把手機APp版本升級,讓回復和點評功能正常
作者:
andriycike
時間:
2025-8-21 09:25
直接用網(wǎng)頁版
作者:
東海fyh126
時間:
2025-8-21 10:21
304的軸可以淬火處理干到HRC56 還可以表面鍍硬格. 這都是我沒想到的: 以前都是在45號軸上調(diào)質(zhì) 鍍鉻。 有壇友分享下你的304軸淬火和鍍硬格的經(jīng)驗
+ [# a# N" v" q r
1 Z# |7 g6 m# j1 K3 u. e$ e/ B
2 U9 h4 A, q. r1 h; Z. T2 }# Q
0 _' c' w# V3 f% Z. G* _ j1 V
304是奧氏體金屬,不可以淬火調(diào)質(zhì),只能形變表面硬化,硬度也沒有那么高,鍍鉻,氮化都可以,,,,,
作者:
機械社區(qū)吳彥祖
時間:
2025-8-21 10:57
看完圖,暫時治好了我的頸椎疼痛
作者:
學者11
時間:
2025-8-21 11:15
你軸段長50也值得使用斷開畫法嗎,你這簡直是濫用畫法。
( n6 C3 x9 `, X; h5 V+ b- _
而且斷裂處太寬了,3mm就足夠了。
/ h6 q0 Y( w- }: c
還有螺紋聯(lián)接是不能保證同軸度的,哪怕你的螺紋加工時保證了同軸度。
作者:
2011ayoon
時間:
2025-8-21 11:24
購買成品光軸生產(chǎn)粗糙度也應該標去除材料,因為成品軸也是用去除的方法得到的,無非是標注一下可以用成品光軸,否則車間會困惑
) f. k1 y2 }& ~3 P3 ]7 |
作者:
start_00000000
時間:
2025-8-21 11:33
|2011ayoon發(fā)表于 08-21 11:24
購買成品光軸生產(chǎn)粗糙度也應該標去除材料,因為成品軸也是用去除的方法得到的,無非是標注一下可以用成品光軸,否則車間會困惑<br>
你說反了,購買成品光軸我工作過的幾個單位都會標注不去除材料,我接觸過很多位老法師不(十多位)也是說成品表面不做處理的要加不去除材料符號
( B( s" d$ n/ R* ]8 G
要按你的理解 成品表面加去除材料符號,買來的東西車間有可能給你再加工一刀哦
作者:
盧Tiger
時間:
2025-8-21 18:48
最后一張圖形位公差標注有問題
歡迎光臨 機械社區(qū) (http://m.whclglass.com.cn/)
Powered by Discuz! X3.5
 看完圖,暫時治好了我的頸椎疼痛
看完圖,暫時治好了我的頸椎疼痛