機(jī)械社區(qū)
標(biāo)題: 車(chē)刀角度最佳是多少?做了多年車(chē)床終于知道 [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2023-4-24 10:49
標(biāo)題: 車(chē)刀角度最佳是多少?做了多年車(chē)床終于知道
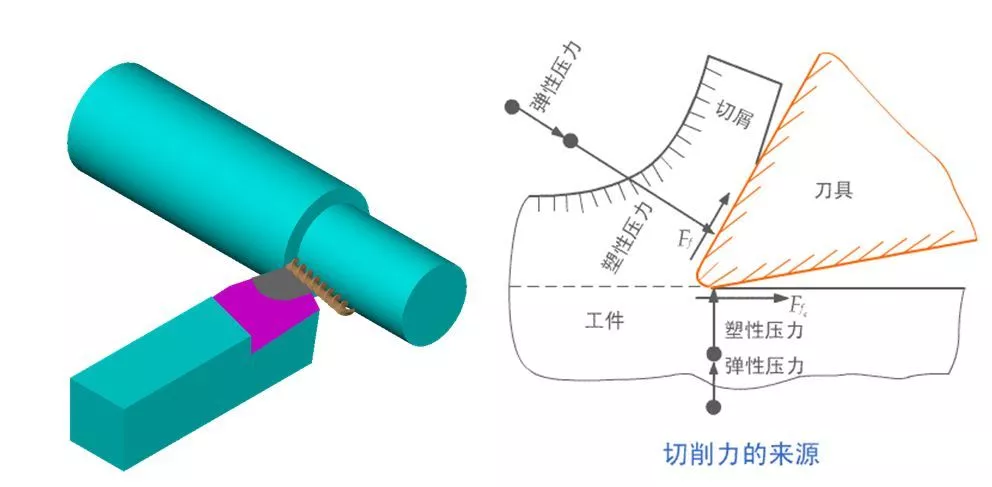
切削金屬時(shí),刀具切入工件,刀具角度是用來(lái)確定刀具切削部分幾何形狀的重要參數(shù)。
8 m( A; b0 h/ Z i5 _4 u
( {0 g s: T- m" @" w R
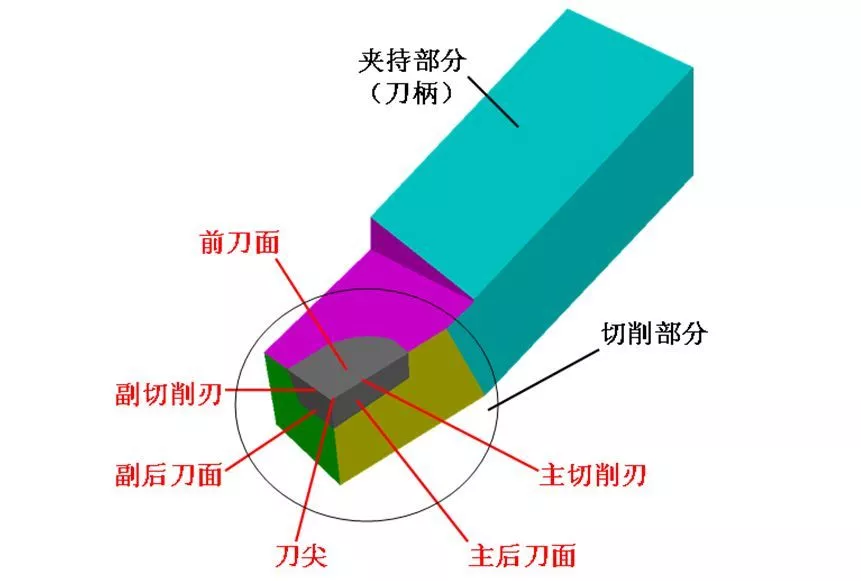
一、車(chē)刀切削部分的組成車(chē)刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖組成。
$ j M. ?; m" ?# J; Y r" ]; H
▲ 三面二刃一刀尖
! P3 e. V! ~7 L" V- D v
1)前刀面 刀具上切屑流過(guò)的表面。
2)主后刀面 刀具上與工件上的加工表面相對(duì)著并且相互作用的表面,稱(chēng)為主后刀面。
3)副后刀面 刀具上與工件上的已加工表面相對(duì)著并且相互作用的表面,稱(chēng)為副后刀面。
4)主切削刃 刀具的前刀面與主后刀面的交線(xiàn)稱(chēng)為主切削刃。
5)副切削刃 刀具的前刀面與副后刀面的交線(xiàn)稱(chēng)為副切削刃。
6)刀尖 主切削刃與副切削刃的交點(diǎn)稱(chēng)為刀尖。刀尖實(shí)際是一小段曲線(xiàn)或直線(xiàn),稱(chēng)修圓刀尖和倒角刀尖。
/ u( m( F1 [9 I. H M, [
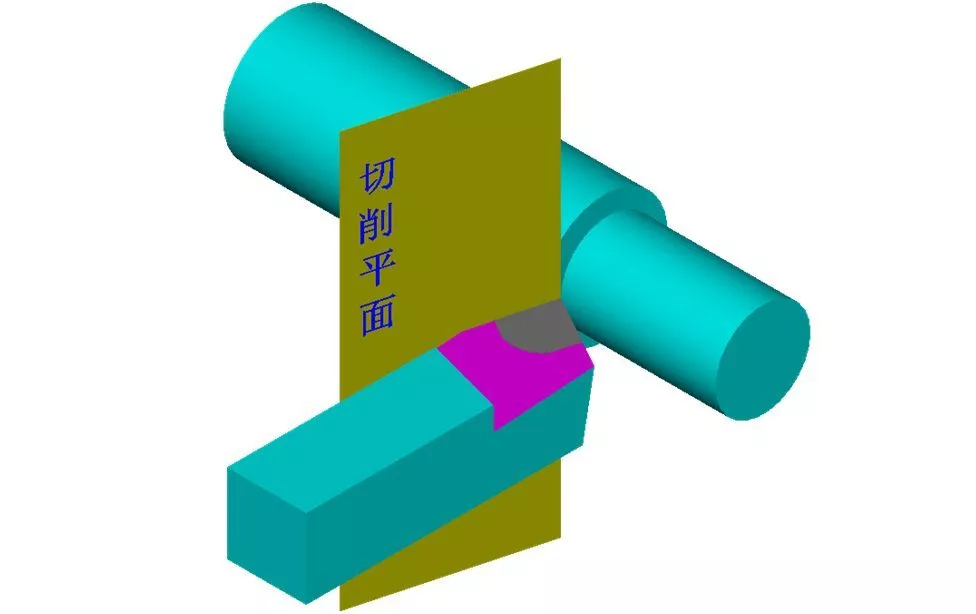
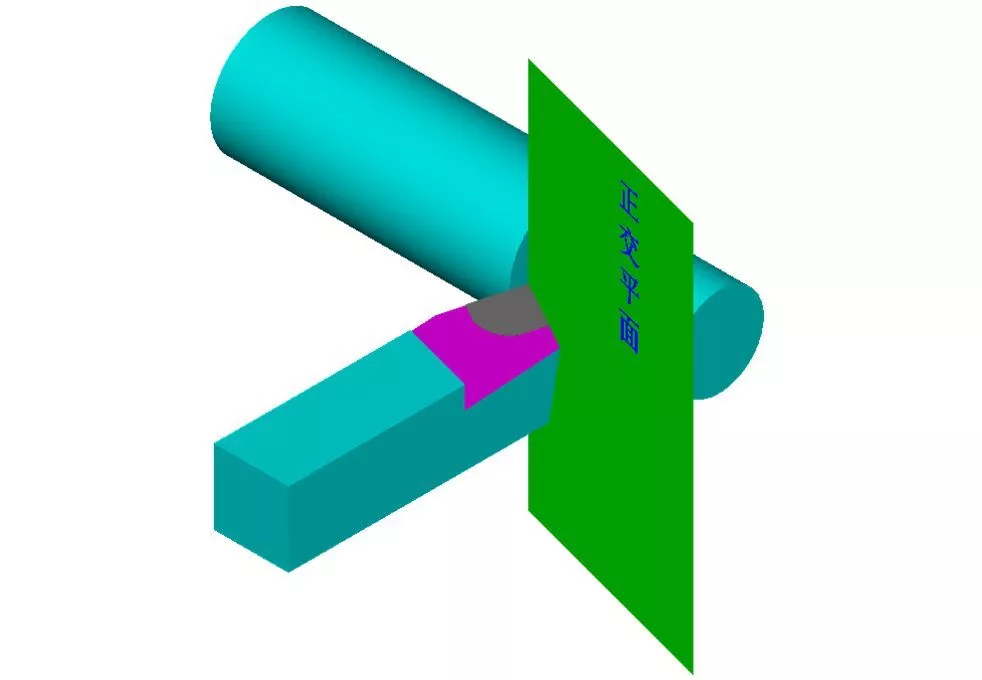
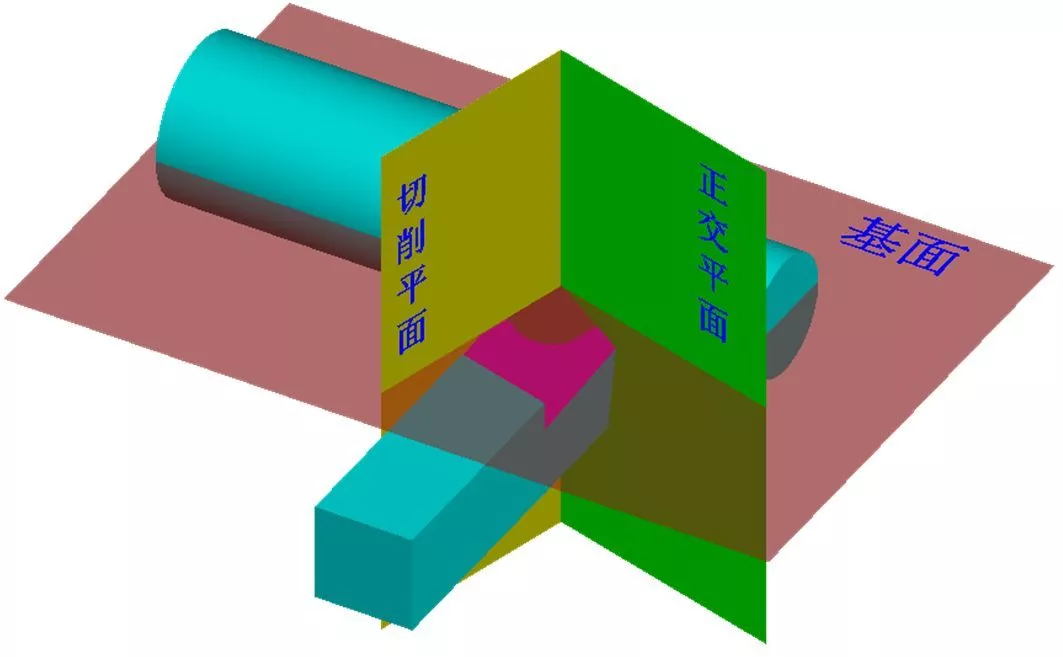
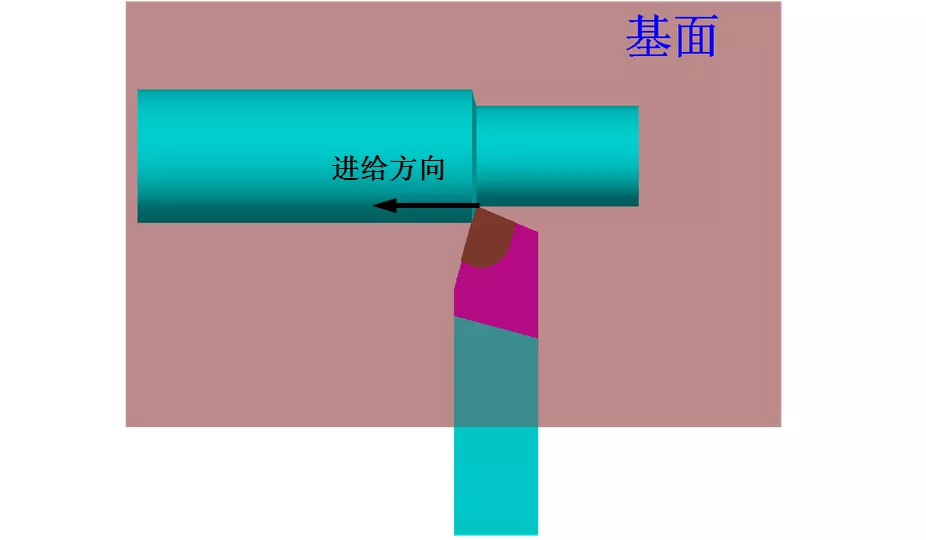
二、測(cè)量車(chē)刀切削角度的輔助平面為了確定和測(cè)量車(chē)刀的幾何角度,需要選取三個(gè)輔助平面作為基準(zhǔn),這三個(gè)輔助平面是切削平面、基面和正交平面。
1)切削平面——切于主切削刃某一選定點(diǎn)并垂直于刀桿底平面的平面。
, g$ k% G' j! N Y2 {! b7 {" h+ S
7 `9 U/ L" a/ I# @% K; T# t+ o
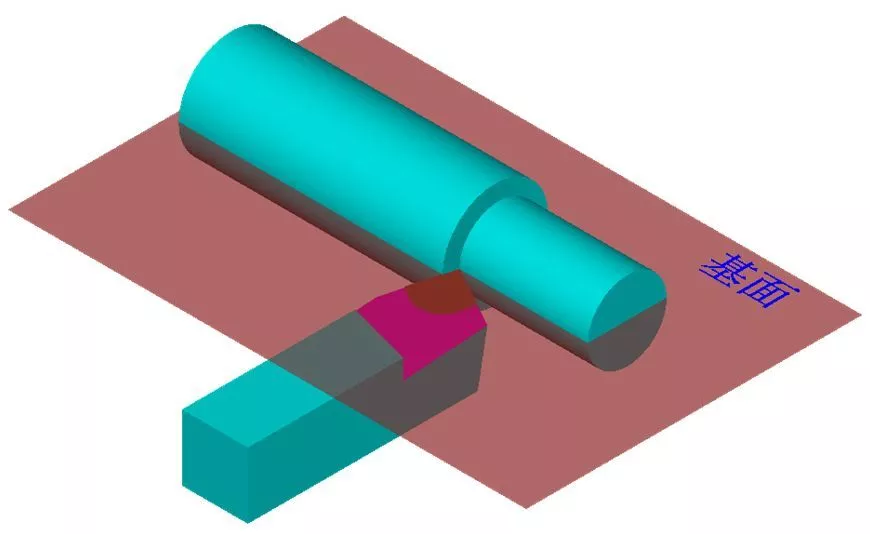
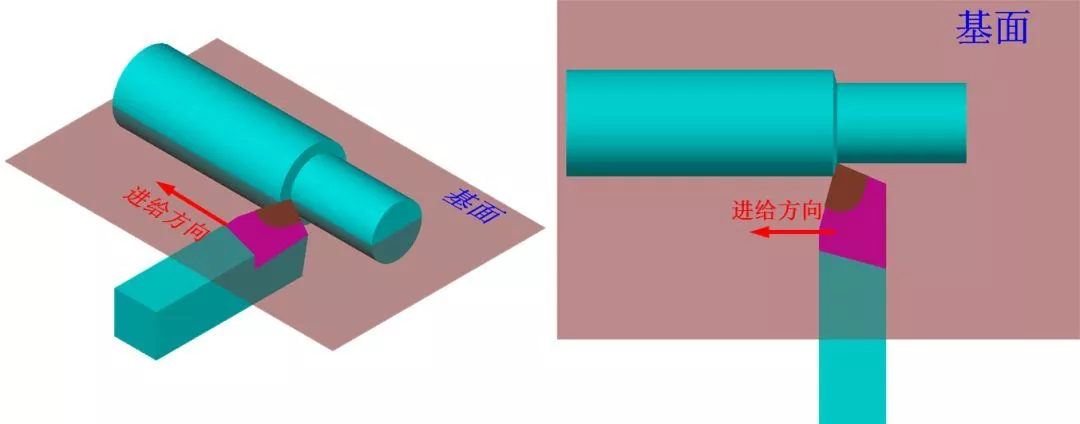
2)基面——過(guò)主切削刃的某一選定點(diǎn)并平行于刀桿底面的平面。
+ S3 ` }) Y/ C/ t" W
0 y2 t. {4 f y, ~
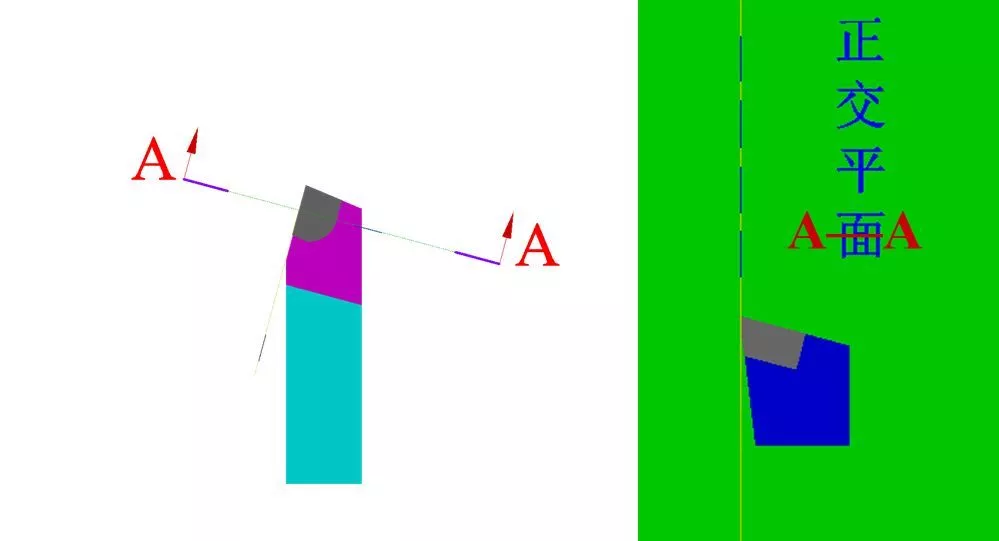
3)正交平面——垂直于切削平面又垂直于基面的平面。
/ g9 ?% g, S4 c' m/ z; K
- U* ~7 ]8 R6 s9 L+ z' v
可見(jiàn)這三個(gè)坐標(biāo)平面相互垂直,構(gòu)成一個(gè)空間直角坐標(biāo)系。
, c5 C* |6 s! b K k
0 |; Y) e8 w8 j' E. @ P* c4 _
三、車(chē)刀的主要幾何角度及選擇3.1前角(γ0 )選擇的原則
前角的大小主要解決刀頭的堅(jiān)固性與鋒利性的矛盾。因此首先要根據(jù)加工材料的硬度來(lái)選擇前角。加工材料的硬度高,前角取小值,反之取大值。其次要根據(jù)加工性質(zhì)來(lái)考慮前角的大小,粗加工時(shí)前角要取小值,精加工時(shí)前角應(yīng)取大值。前角一般在-5°~25°之間選取。
通常,制作車(chē)刀時(shí)并沒(méi)有預(yù)先制出前角(γ0),而是靠在車(chē)刀上刃磨出排屑槽來(lái)獲得前角的。排屑槽也叫斷屑槽,它的作用大了去了折斷切屑,不產(chǎn)生纏繞; 控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延長(zhǎng)刀具壽命。
0 o4 a* T+ v/ H- P0 T# ?, g& T: S7 E
3.2 后角(α0 )選擇的原則
首先考慮加工性質(zhì)。精加工時(shí),后角取大值,粗加工時(shí),后角取小值。其次考慮加工材料的硬度,加工材料硬度高,主后角取小值,以增強(qiáng)刀頭的堅(jiān)固性;反之,后角應(yīng)取小值。后角不能為零度或負(fù)值,一般在6°~12°之間選取。
/ ^0 d; { J. t- C$ O& k# A
" l6 Y! y9 C5 Q) D& r7 N1 g$ }
3.3 主偏角(Kr )的選用原則
首先考慮車(chē)床、夾具和刀具組成的車(chē)削 工藝系統(tǒng)的剛性,如系統(tǒng)剛性好,主偏角應(yīng)取小值,這樣有利于提高車(chē)刀使用壽命、改善散熱條件及表面粗造度。其次要考慮加工工件的幾何形狀,當(dāng)加工臺(tái)階時(shí),主偏角應(yīng)取90°,加工中間切入的工件,主偏角一般取60°。主偏角一般在30°~90°之間,最常用的是45°、75 °、90°。
: T K7 D E* m. W
9 W# f7 |/ R' a. k6 }" y% t
3.4 副偏角(Kr′)的選擇原則
首先考慮車(chē)刀、工件和夾具有足夠的剛性,才能減小副偏角;反之,應(yīng)取大值;其次,考慮加工性質(zhì),精加工時(shí),副偏角可取10°~15°,粗加工時(shí),副偏角可取5°左右。
: ~: H8 [& \% K0 A% p! E$ j- |% v |
* x; G& c8 _5 f9 Z- S* `$ x
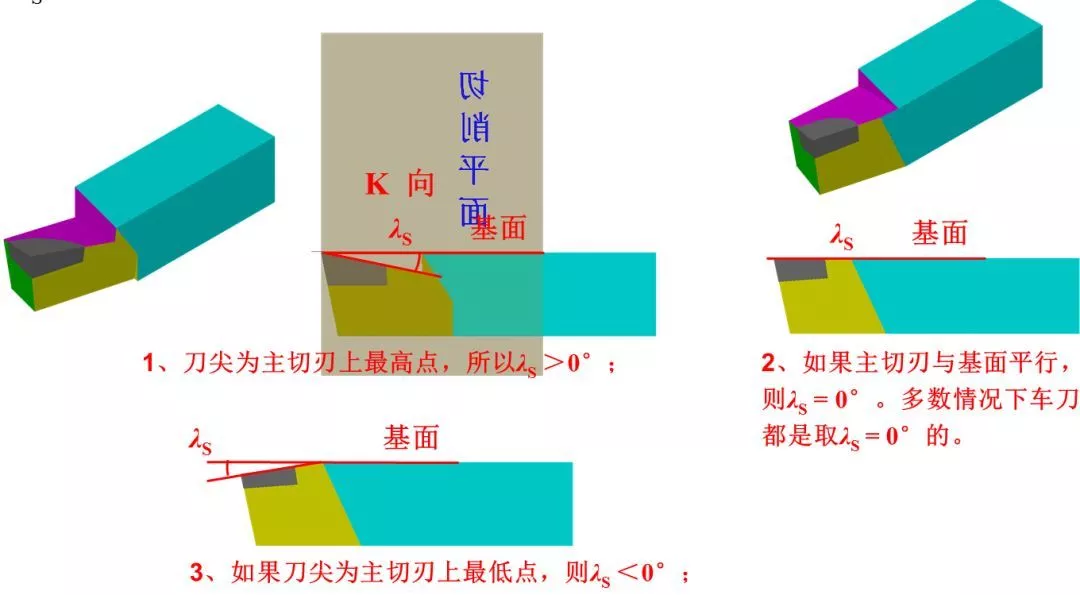
3.5 刃傾角(λS)的選擇原則
主要看加工性質(zhì),粗加工時(shí),工件對(duì)車(chē)刀沖擊大, 取λS ≤ 0°,精加工時(shí),工件對(duì)車(chē)刀沖擊力小, 取λS≥0°;通常取λS=0°。刃傾角一般在-10°~5°之間選取。
2 {/ [8 q* n! y- h+ S L Q
' t, y7 q% J1 [" o3 m; u
作者: 尹志春 時(shí)間: 2023-4-24 11:06
現(xiàn)在沒(méi)人關(guān)心這些垃圾,因?yàn)槠哲?chē)都是機(jī)夾刀,以前開(kāi)粗我還磨,因?yàn)槟サ牡缎矢撸梢砸坏哆M(jìn)12,車(chē)得光,斷屑好,現(xiàn)在統(tǒng)一都機(jī)加刀,因?yàn)楸阋耍黄镀?2塊,可以用6個(gè)面,磨一把都不止20成本,還只能用一面,當(dāng)然車(chē)硬斷,斷續(xù)切削,我還是會(huì)磨,0 ~# m/ M" r1 I t0 ~( q
作者: wencb2010 時(shí)間: 2023-4-29 09:47
我一個(gè)新人看著還挺有收獲的
作者: 回頭箭 時(shí)間: 2023-5-7 11:00
3.2后角選擇的那項(xiàng):材料硬度高 刀具后角大 材料軟 刀具后角小 是這樣嗎? 還是要反過(guò)來(lái)
作者: 18137630758 時(shí)間: 2023-5-9 09:05
根據(jù)實(shí)際加工的材料,在原本刀具的基礎(chǔ)上調(diào)整角度可以改善切削性能,這也是手摸刀效果往往好于車(chē)刀的原因之一
作者: 328Feng_328 時(shí)間: 2023-5-9 09:59
對(duì)新人非常好的,樓主
| 歡迎光臨 機(jī)械社區(qū) (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |