機械社區
標題: 薄鋁板平面度和平行度保證方案了解一下 [打印本頁]
作者: 一往冇前 時間: 2023-1-9 14:24
標題: 薄鋁板平面度和平行度保證方案了解一下
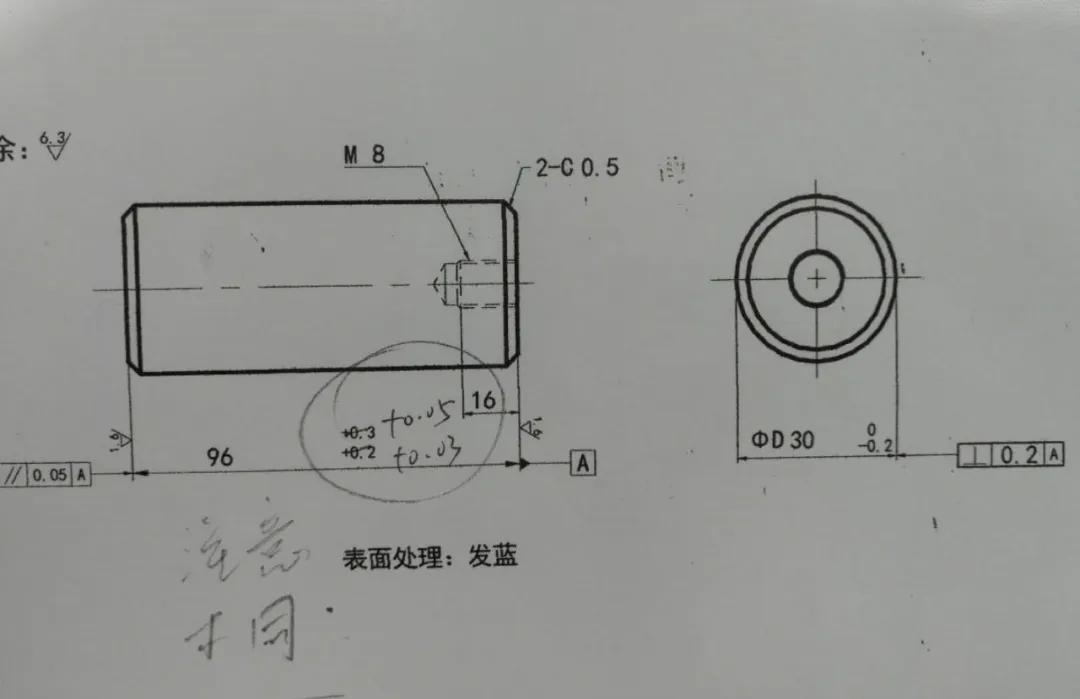
PART 01 難題一:電永磁吸盤吸圓柱端面可行性判斷具體工況:在平面磨床上磨端面,直徑還有20,磨量為單面15絲左右。直徑50,高度最高120。
9 p/ t8 P+ I5 r7 N3 W8 H, j8 G' X
圖1
. W( G5 T# @$ j' ^
思維啟迪
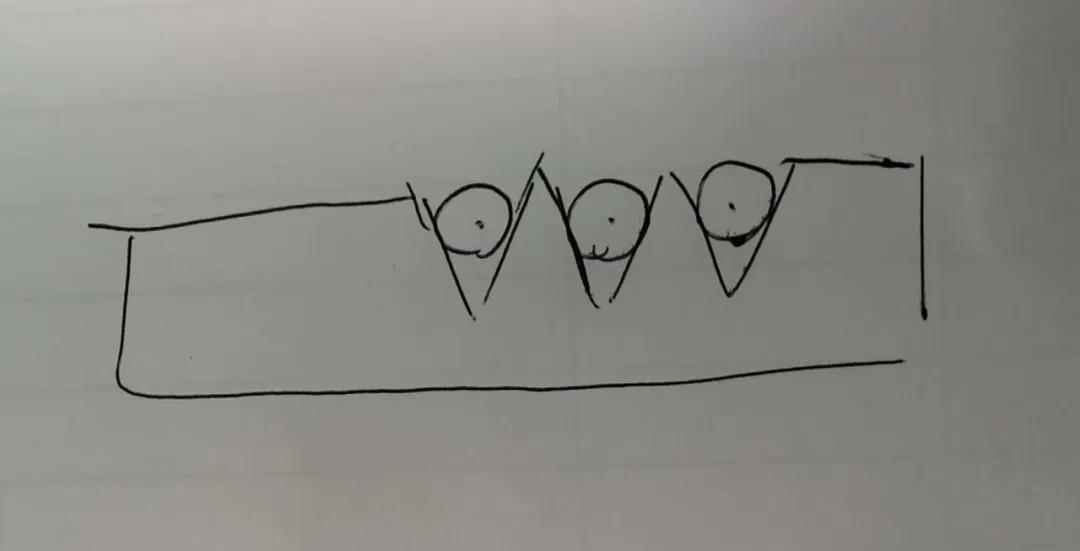
A:側面加高、力臂長了,因此不能用普通的電磁吸盤。用輔助導磁塊后磨床電磁也可以吸。而且還不能一堆一起磨,到時候會有影響,零件相互吸附會影響零件的平行度。支撐架底板是導磁,上面的支撐最好還是不銹鋼。
% c" h D! P0 y% j- k6 v. S9 k1 l
圖2
3 \) e8 v. {9 i8 V# f8 x
PART 02 難題二:壓鑄件斷絲錐解決方法
- }% T4 ^4 `' H具體工況:高壓鑄件,壓鑄合金鋁,純鋁,不含雜質,m4*14深,有小徑要求,通止規。老是斷絲錐,夾具穩定性測試過,絲錐試過很多牌子
YAMAWA,OSG等,程序也沒問題,主要是壓鑄里氣孔多,現在我們用的是合金的擠壓絲攻基本解決,但成本很高。
思維啟迪
A:讓鑄造把底孔直徑3.3的預鑄成直徑3,用銑刀擴成3.3,再攻絲。既沒有氣孔也不斷絲錐了,高壓鑄造一般的孔都是預鑄的。
B:用帶補償的攻絲夾頭,在機床上攻絲時把機床顯示屏上的三個軸上的扭矩顯示及力顯示出來進行監控。
- b; W- I' c; _4 G& M8 F9 x
圖3
& p% z% v. D8 X' B' y3 v
B:要選剛性好的鉆頭和絲錐,鋁件很多有預留孔,對我們實際加工反而增加難度。特別是鉆頭容易打飄,類似這種情況我一般都是選擇平底鉆或硬質合金材料刀具,大孔直接u鉆。
8 \9 R. V* ~$ l% d G# U
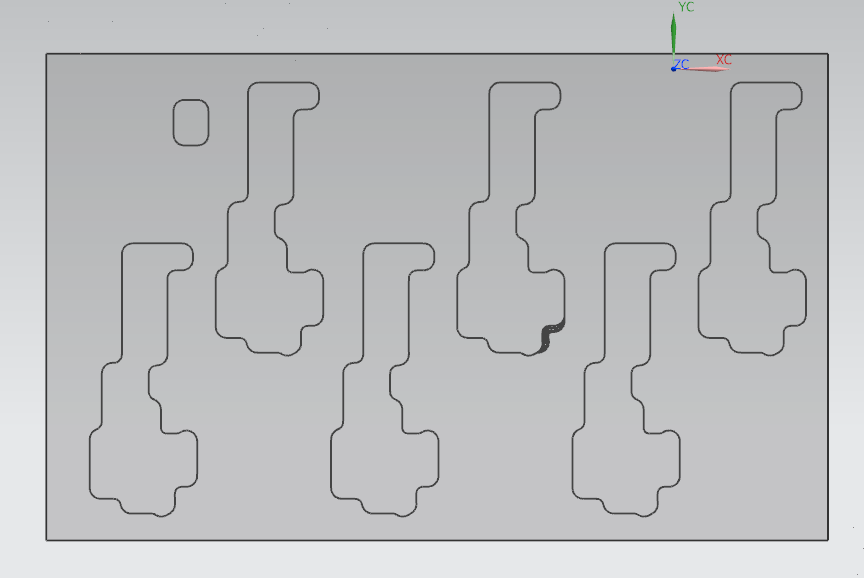
PART 03 難題三:如何設計一個治具來保證鋁板的平面度和平行度?! V. V& Y% _5 `& O9 L% R
具體工況:從尺寸如上,3mm的平板上有指甲蓋大小,2.5mm的凸起,大部分挖穿了。一開始用的是真空吸,飛大面,開粗內部結構,但是料下來變形1-2mm,沒法加工。后面直接壓著開穿,用仿形壓板做,正反面,但是料件下來之后還是厚度有40-50條的變形(中間3.0,周邊大概2.5-2.8),平面度也差的很。要求平面度6條,平行度6條。
# ~2 j% B. E* [6 X6 v" d6 U
圖4
% P$ w( Y) h7 X# P! e
思維啟迪
A:做一個與工件一樣的鋼板,厚6mm, 放在工件上面,壓緊鋼板開始加工。
B:這種大板子要不就是真空吸盤,要不就是雙面膠配稀料。每次輕切削,90度方肩銑,下面輔助支撐前多頂幾個點。
C:刀具用專用軟材刀具,一定要鋒利,兩面加工去除余量要盡量一致,否則一面去多不易控制變形。想控制變形一是余量去除兩面一直,再把程式路徑優化每層路徑方向相反會好點。
D:材料做去應力熱處理,粗加工,再處理,再精加工。要效果好點,也可以毛坯進行去應力處理后直接冰凍吸盤加工。
如果您對上面的難題有相應的解決
! u( ^" y5 \4 z8 I
作者: duduxiaozi32 時間: 2023-1-9 14:37
大佬考慮的很全面
作者: 加肥貓devil 時間: 2023-1-9 14:43
鋁薄板加工是真的麻煩啊,我們這邊經常會有遇到供應商送來的板子變形嚴重的,有些是加工的問題,有些是做完了他們拿去噴砂給噴變形的,頭大的要命
作者: shaziizahs 時間: 2023-1-9 14:47
最后一個鋁板加工,很像SMT的載具
作者: xiao7599 時間: 2023-1-9 15:08
這幾個我在別的網站看到過、現在沒什么人氣了
作者: 2011ayoon 時間: 2023-1-10 08:23
PART解決思路是對的,但是原因不一定是因為氣孔之類的吧,鑄件鑄造表面本身強度應該就高一點,鑄造的底孔尺寸精度、表面等應該也達不到螺紋底孔的要求,這應該是絲錐容易斷的原因
作者: 18137630758 時間: 2023-1-10 08:42
第二條,我們這一般考慮用螺紋銑刀加工,會方便很多,單個孔價錢也要比絲錐便宜
作者: 林汐771k 時間: 2023-1-10 09:05
這個圖平行度基準A不需要加一個平面度嗎
作者: 螃蟹來了 時間: 2023-1-11 10:11
學習了
作者: 白白楊bby 時間: 2023-1-12 15:03
可以
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |