|
|
<td id="bdclp"><tr id="bdclp"><th id="bdclp"></th></tr></td>
| |
|
|
|
|
機械社區
標題: 液壓卡盤的準備、安裝、調試工作指南 [打印本頁]
作者: 一往冇前 時間: 2022-12-1 10:45
標題: 液壓卡盤的準備、安裝、調試工作指南
準備工作1.連接件
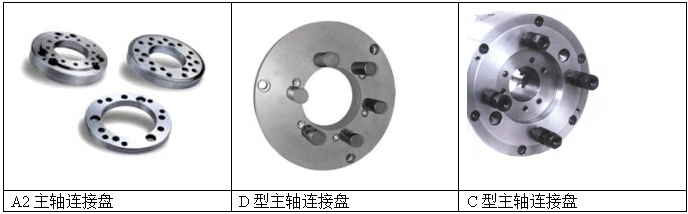
卡盤連接盤:機床主軸大致分為A型,C型,D型,參照機床說明書或使用手冊確定主軸的番號選購或自制卡盤連接盤。A2型為臺灣進口液壓卡盤標配。
8 X- P% _- c7 l) }' ]) m5 s
* P, z( D9 l( K% B" n2 B2 b
油缸固定座及拉桿:
; K0 T6 _2 @8 s& a1 Q5 C
7 C+ y) f5 s# S
中空拉桿制作6 S! F/ h9 n! Q3 N4 x5 r1 d! j
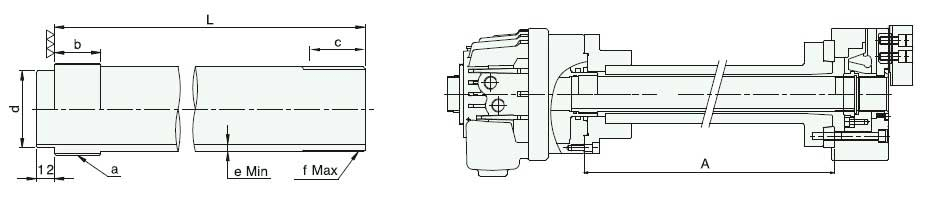
中空拉桿的長度依照下列要求計算
5 z$ S" s& @. J: M
1.拉桿厚度增加方能有足夠的強度。若拉桿強度不足會使其斷裂而喪失夾持力,同時工件飛出,產生危險。
2.螺絲松動是造成振動的主要原因。
; M. i9 g9 m- @5 D
* ^8 ~1 g6 `+ \3 Q; E& h- Y) o+ i% M
3.拉桿厚度e為最小極限值,加工螺牙f部份時最好選用大直徑,使e值盡可能最大。
4.以高位強度380Mpa(38kg/mm2)以上之材料來制作拉桿。
5.螺紋a,d,f同心度需在0.05mm T.I.R以內。
2 ?# \! ~+ k# H: j8 q& g$ B$ R( l
安裝工作
Z, h: C# f/ d# m w: n- S; P油缸連接盤的安裝
$ Z5 F5 |8 k! t" c- ?8 D
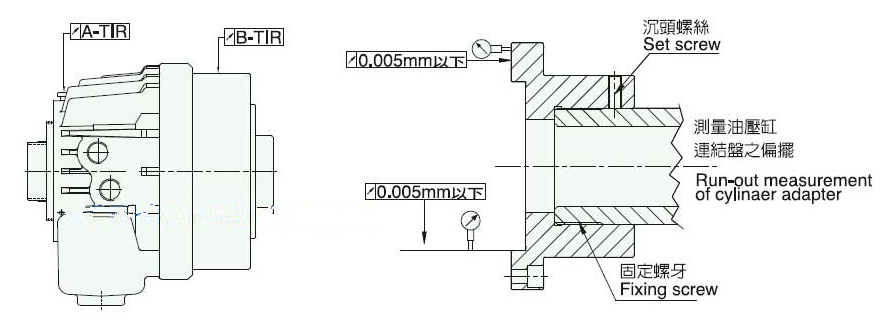
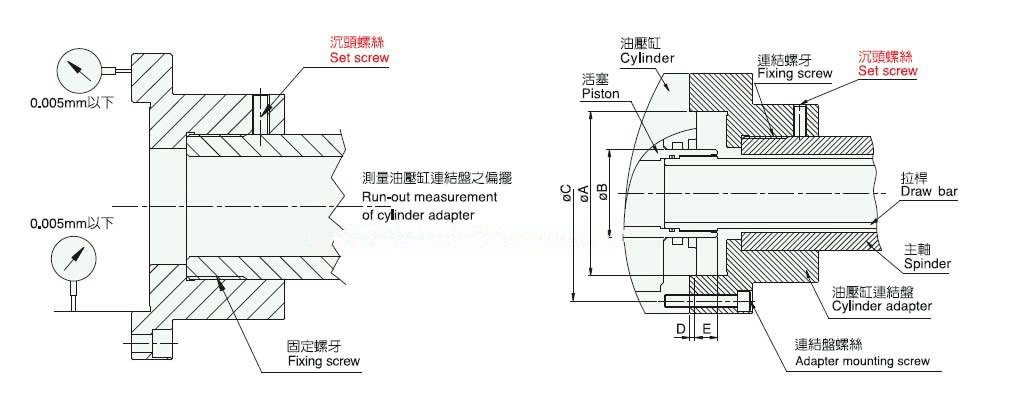
1.為了能夠得到上列所需的數值,油壓缸連接盤前端的偏擺必須為最小0. 005mm以下。
) k' n- n/ e4 H4 |- A: M- p+ _' [
/ a N% Y- {0 ^* d& b
2.當安裝油壓缸連接盤于車床后端之前,應垂直放置連接盤。
3.須先校正油壓缸外徑及連接盤外徑之偏擺量于0.01mm以下。
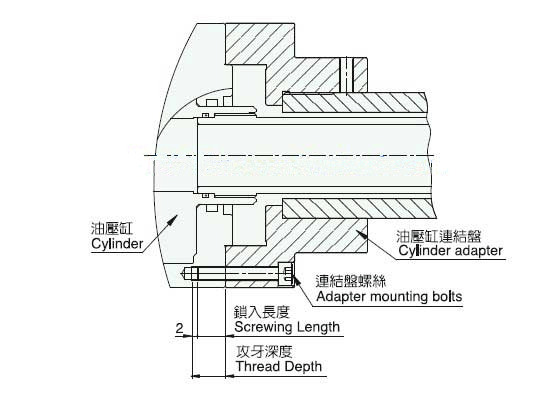
4.將安裝油壓缸于油壓缸連接盤時,鎖緊固定螺絲如下圖所示,盡量越深越好。
G6 g& K# @1 j
( K3 @! c* \: ^: e/ o
中空油壓回轉缸的安裝) z' J; h8 D1 o
1.首先將中空油壓夾頭安裝于主軸的前端,高速中空油壓回轉缸裝于后方,二者以拉桿來連接。
2.當油壓缸裝設于車床后方,車床的防護置必須預留通風口,如此油壓缸產生的熱量可以由此散去。
3.校正油壓缸連接盤端面的偏擺及油壓缸連結盤外徑的偏擺在0.005mm以內,過多的偏擺會造成震動,導致油壓缸的使用壽命減短。
4.在油壓缸裝在距離車床主軸托架愈近的地方越好,而油壓缸連接盤的安裝方式及量測偏擺的方式都在下表表示出來。
5.一定要裝上沉頭螺絲才能防止連接盤的松動。
3 `, M' [+ z& _4 E
- L2 }$ S- ?. X0 o8 T3 Z
液壓卡盤(中空型)的安裝
! @% G7 D. o0 ?" W1 b8 r& f+ y1.將拉桿安裝于回轉油缸上。旋入拉桿至回轉缸之活塞螺牙內,直至活塞底止。(如未達到位置將會損壞活塞之螺旋止擋鎖)。
2.將回轉缸裝于主軸上(回轉缸連接盤),檢查回轉缸有無偏擺及管路是否正常,設定油壓力于低壓狀態,使活塞運動2-3次后停置于前端,而后關掉電源。
3.在安裝或拆下卡盤時,需要使用吊帶或吊環固定(8寸以下的卡盤不附吊環)。使用后記得將吊環或吊帶從卡盤上取下。
; H8 ~) i2 a4 i8 z& V8 @, e
5 O- `$ ~* k- B, g' P
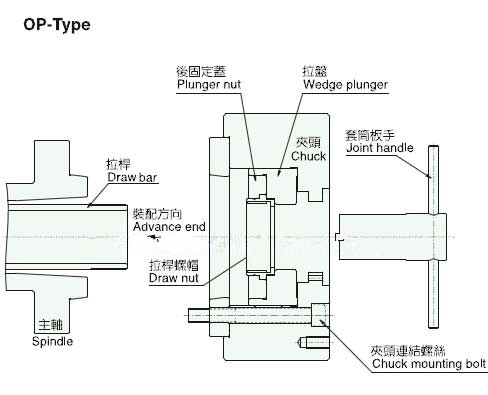
4.安裝卡盤至拉桿上。取下卡盤之軟爪及防塵蓋,以1,2,3號螺絲鎖入數牙將套筒板手置于卡盤中心孔上,拉桿螺帽鎖入拉桿,視油壓是否在4-5kgf/cm2之位置,使拉桿做前后運動2-3次,并順利鎖入螺帽。
5.拉桿螺帽鎖入于拉桿時,如不是很平順的鎖入,則應重新檢查螺牙中心是否傾斜…等,如強制鎖入則會造成精度上的誤差及螺牙損壞。
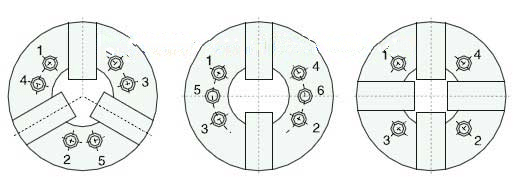
6.安裝卡盤于主軸上。轉動套筒板手至安全結合于主軸端面。依下列順序鎖上螺絲。
+ h9 N4 q$ Y8 s5 a0 e
# J* B' O1 T& B" `/ W. `5 T
液壓卡盤的安裝注意事項
6 @" T/ s" x% v" @0 E% h1.當更換上爪時,必須清理基爪的齒型部分及T型螺帽的接合部分,否則將造成精度上的不準。
2.依照工件外形及切削情況來設定油壓壓力,如果管狀工件被高壓夾持將造成變形。
3.夾持斜面或錐度的鑄品工件時,使用的特殊爪需具有齒狀之夾持面,工件物不會飛散。
4.夾持偏心工件物時,偏心重量產生的離心力作用在單一爪上,加工時需使用低轉速。
5.不可使用與基爪排齒不合之上爪,齒合度不足,將影響夾持力與精度,嚴重者使基爪損壞。
6.作業開始之前,使用低轉速試做一次,檢查上爪和工件物的位置是否與刀具,刀具座產生干涉。
7.如果夾持長的工件物時,使用尾座或中心架支撐另一端。
8.長時間停置機器時,卡盤上不可夾持工作物。
9.當操作不當或機械故障所造成刀具或刀具座撞擊卡盤,立即停機檢查上爪,基爪、T型塊、連接螺絲及夾持精度是否正常。
10.特殊高度上爪使用之油壓壓力需比標準上爪低。
/ F: y; K- m" L/ y$ i! B9 L! M
油壓回轉缸的油路設計1.油壓回路的設計是基于操作簡便和安全的原則,并且提供失效的安全回路,以防止停電時所產生的危險。
2.油壓缸之油壓回路含有自鎖機構當工作進行加工時,發生停電或壓力源故障所產生的壓力異常降低時,自鎖的機構產生效用,將夾持力維持固定狀態讓工件物不致于飛出而產生危險。
3.如果使用4路2位電磁閥作油壓缸之切換作用,那么油壓回路就必須設計成當脫磁狀態時,工作物仍處于被夾持狀態。
4.為了防止由內徑夾持切換至外徑夾持所產生的錯誤操作,必須提供一個內外徑夾持的切換閥。
3 _: s9 y; l& @8 U3 @& ~! s, b
卡盤、油壓缸安裝后的運轉測試1.試運轉時,先將油壓壓力調整到最小的位置,而后迅速切換開關一次,檢查油壓泵浦的旋轉方向是否正確,如果是以相反方向來旋轉應更換三相電源中的二條后線,啟動開關以全速來運轉。
2.首先將油壓的壓力設定于低壓,此低油壓力要足夠使卡盤產生動力(0.35-0.5Mpa),設定完畢后,依下列步驟檢查。
3.檢查卡盤的作動是否順暢。
4.檢查作動方向是否正確(夾爪的開合)。
5.檢查作動行程是否足夠(夾爪的行程)。
6.檢查各部位的管路有無漏油的現象。
7.依照上述事項檢查正確后,慢慢增加壓力直到所需要的油壓力時,再檢查一次,同時檢看泄油管是否順暢的流下。
8.將車床主軸的轉速設定于最小值,檢查油壓缸的偏擺狀況及管路有無異常,若一切正常則再慢慢的增加速度。一旦有震動的情況發生,必須再次檢查油壓缸的連接盤的偏擺情況。
9.如果液壓油的油溫不高時(低于30度),以最大速度的1/3來運轉溫機。
( ~+ I' w/ @* }: l7 b$ f+ O! _. ~
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |