<span id="h13uw"></span>
<td id="h13uw"></td> | | | <td id="h13uw"><tr id="h13uw"><th id="h13uw"></th></tr></td>|
| | |
|
| |
| |
機械社區
標題: 兩個思路解決薄殼回轉類零件 [打印本頁]
作者: 一往冇前 時間: 2022-10-17 15:04
標題: 兩個思路解決薄殼回轉類零件
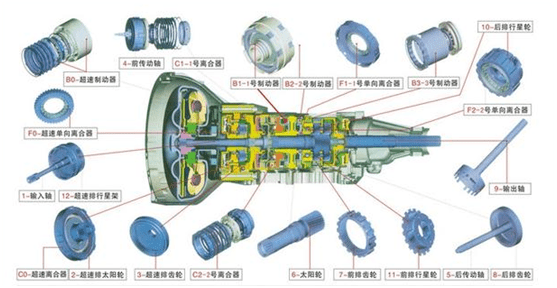
前 言汽車變速箱離合器總成,有N多零件組成,對于加工工藝者而言,細分下來無非兩類,回轉類零件(各類齒輪盤&齒輪軸)以及殼體。雖然高科技如3D打印等技術不斷涌現出來,來改變制造的理念,但是目前在高精度零件領域還是數控類加工設備有絕對優勢。要發揮這個優勢,有句俗語講得好“工欲善其事必先利其器”,設備&刀具的標準化比較完善,接下來這個“器”(夾具)需要再談一談。
下圖就是汽車變速箱體內部的部分零件的圖片,有個明顯的特點——“回轉類”,今天就分享一下關于回轉零件的夾具。
4 w3 d9 \/ K6 E: a f& H- J3 X; m
圖1
" P% }6 N. V4 ?9 ^1 K( w8 ]
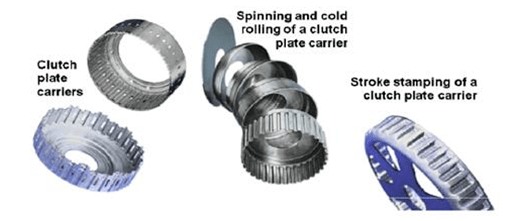
一、零件分析如下圖2中的零件,均屬于薄殼回轉件,輕量化設計使它們的壁厚達到了極限,對于他們的使用性能絲毫沒有影響,甚至有時候提升了使用性能,但是對于加工而言,常規的卡盤等工裝夾具就望而卻步,怎樣裝夾才能導致不變形,加工不振刀,還要不影響裝夾速度(大批量生產),對于加工而言出現一系列問題。
% E9 Z9 z: H+ t' `* i+ q- [
圖2
1 m- Z6 s+ L+ s& t; c1 d/ K5 B
二、分享思路& h0 L' r! L+ }
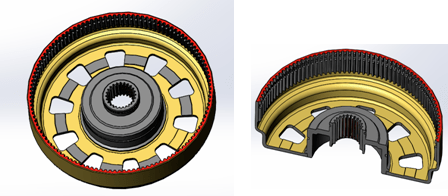
如下圖3的零件,根據網絡圖片畫圖,可能與實際產品有差異,主要是分享思路。
! V( D! N1 Z* \! Y
圖3
) b/ K* |" e( G3 a+ ?
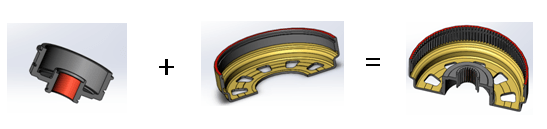
零件加工前流程:
圖4
' ~) {4 N5 R& V% F, p
加工方式:撐內孔夾持車削+夾外圓夾持車削
/ G1 l' _9 v# v; A' ~
三、案例分析) O, @- F- j+ u% | @
下面分享一些案例的設計思路,希望讀者能夠有所啟發
2 J: J% Y' t- O R2 [' E% I
思路一:撐內孔車削工裝夾具
' \/ Y* o& o4 N
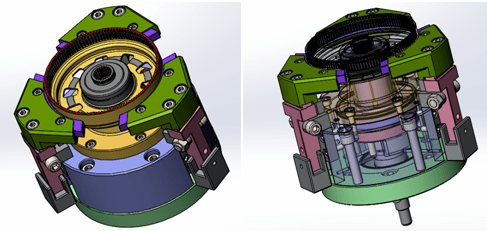
如圖5所示,為正面車削裝配體示意圖。
6 Z" B! l9 g( b! i* V; W: w9 T
圖5
|3 w4 G& M( p0 @. ~" y, [
觀點描述:
1.利用車床夾具在回轉過程中產生的離心力。
2.漲芯夾頭在高精度加工中優勢明顯。
3.高精度加工中,零件在夾具的定位裝夾尤為重要,氣密檢測來保駕護航。
4.薄殼體類零件加工震動怎樣避免?輔助支撐的合理性。
5.在大批量生產中零件取放容易,不需要額外的動作。
% n9 ]+ L$ G% P- S* y% R
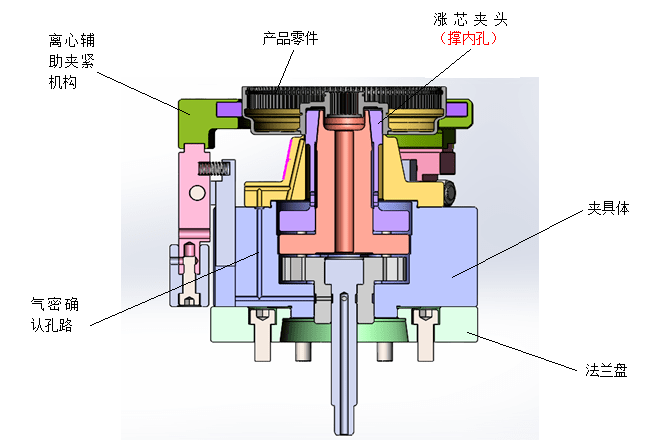
結構分析(如圖6):
圖6
% z) M. \6 W6 G* l* W, b5 ` w
原理說明:
通過撐內孔漲芯夾具體設計,布局完善氣密確認孔路線,保證回路暢通,根據零件外形尺寸特點設計離心夾緊輔助卡爪,安裝工裝夾具至車床主軸端面,調整好精度,裝配零件至夾具上,踩動腳踏板夾緊零件,調整轉速,用合適轉速使離心輔助爪抱住工件,開始加工。
( ]3 t4 |6 P# V, R+ W! T
思路二:夾外圓車削工裝夾具
, r* k- W# X6 g" Z1 o d
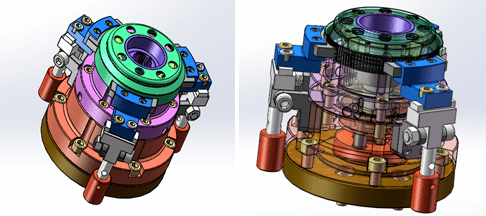
既然采用撐內孔方式+離心輔助夾緊機構可以完成夾具結構的設計以及使用,夾外圓的方式是否滿足要求?接下來就根據這一思路在進行擴展,使使用范圍擴大。如圖7所示。
7 _2 g- h$ { k* K) t
圖7
( B9 Q$ A- H, y5 q, t0 |4 S$ X
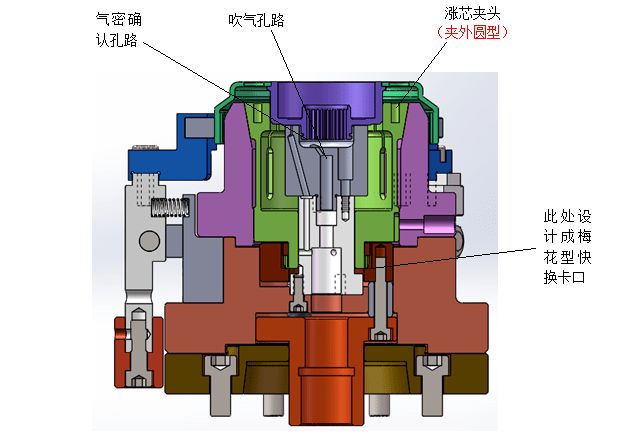
結構分析:
圖8
2 Z8 J6 ?6 E% z0 T) b% e; d
結 語機械行業發展到目前,絕大部分機構,組件已經使用特別成熟,尤其工裝夾具的使用以及設計。很多時候好多人因為身處某個行業,對于單一行業知識經驗積累特別多,都可以號稱專家級別。但是跨專業的知識積累,以及靈感突發對于知識&經驗的排列組合方法的掌握就會有新的解決問題方式出現,期待在這個日新月異的時代,每個人都能夠分享思路方法,啟發他人,成就自己。送人玫瑰,手留余香,希望有更好的分享!
; {/ c( A2 F9 c
作者: 泰格w 時間: 2022-10-17 19:10
借樓,有沒有能做撐內孔漲芯夾具的廠家?52mm內孔,300mm高,內覆內圈0.2的304不銹鋼。
作者: 譬如朝露 時間: 2022-10-17 20:30
我估計拿個三爪夾就行了,你也沒說多薄是吧
作者: 非常 時間: 2022-10-18 07:22
薄壁有內齒的哪個,齒加工完成后就會變形了。
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |