機械社區
標題: 數控車削加工薄壁零件如何克服變形? [打印本頁]
作者: 一往冇前 時間: 2022-9-19 13:52
標題: 數控車削加工薄壁零件如何克服變形?
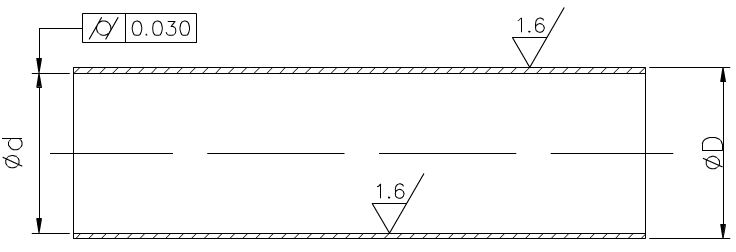
在切削過程中,薄壁受切削力的作用,容易產生變形,從而導致出現橢圓或中間小,兩頭大的“腰形”現象。另外薄壁套管由于加工時散熱性差,極易產生熱變形,不易保證零件的加工質量。下圖零件不僅裝夾不方便,而且加工部位也難以加工,需要設計一專用薄壁套管、護軸。
' v! l: c. A- g9 I$ i' L& `, O$ I4 n
7 G+ }. Q7 F i- N* t
一、工藝分析根據圖紙提供的技術要求,工件采用無縫鋼管進行加工,內孔和外壁的表面粗糙度為Ra1.6μm,用車削可達到,但內孔的圓柱度為0.03mm,對于薄壁零件來講要求較高。在批量生產中,工藝路線大致為:下料—熱處理—車端面—車外圓—車內孔—質檢。
“內孔加工”工序是質量控制的關鍵。我們拋開外圓、薄壁套管就內孔切削就難保證0.03mm的圓柱。
! D0 b6 Z' T. a0 A Q+ ~( N
二、車孔的關鍵技術
' Z/ x/ }/ t4 S+ E* @* ~8 j) Y車孔的關鍵技術是解決內孔車刀的剛性和排屑問題。增加內孔車刀的剛性,采取以下措施:
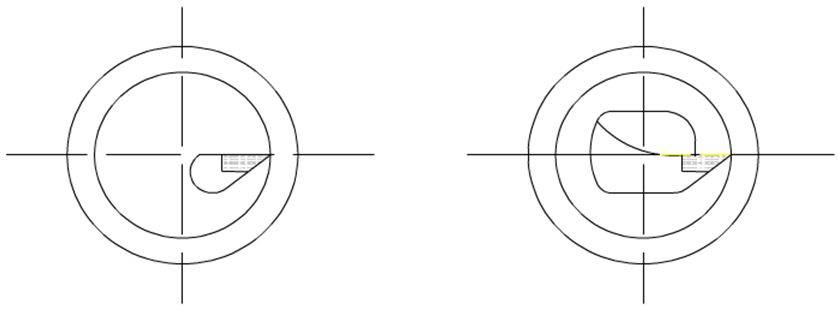
(1)盡量增加刀柄的截面積,通常內孔車刀的刀尖位于刀柄的上面,這樣刀柄的截面積較少,還不到孔截面積的1/4,如下左圖所示。若使內孔車刀的刀尖位于刀柄的中心線上,那么刀柄在孔中的截面積可大大地增加,如下右圖所示。
& _+ |' s3 G/ E( b% I x9 _/ |2 \
_6 T/ B8 d7 p6 j8 B# U
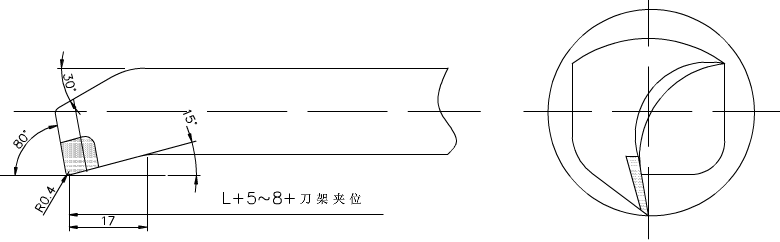
(2)刀柄伸出長度盡能做到同加工工件長度長5-8mm,以增加車刀刀柄剛性,減小切削過程中的振動。
t+ M+ Q" Y4 ~6 W8 a3 M U6 J8 C/ @
三、解決排屑問題
! O9 m) h) z: k+ Q6 F# U主要控制切削流出方向,粗車刀要求切屑流向待加工表面(前排屑),為此采用正刃傾角的內孔車刀,如下圖所示。
o) q9 C3 h9 N0 t6 M4 V9 }
0 ~ N1 k# }" ~( \* O4 c
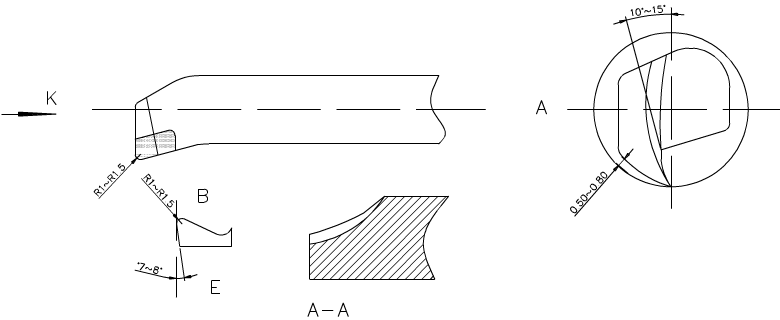
精車時,要求切屑流向向心傾前排屑(孔心排屑),因此磨刀時要注意切削刃的磨削方向,要向前沿傾圓弧的排屑方法,如下圖所示精車刀合金用YA6,目前的M類型,它的抗彎強度、耐磨、沖擊韌度以及與鋼的抗粘和溫度都較好。
( ]# w, h4 z) w4 Y3 O
2 O1 M/ B( K7 y
刃磨時前角磨以圓以圓弧狀角度10°-15°,后角根據加工圓弧離壁0.5-0.8mm(刀具底線順弧度),c切削刃角k向為§0.5-1為沿切屑刃B點修光刃為R1-1.5,副后角磨成7°-8°為適,E內刃的A-A點磨成圓向外排屑。
% e6 P8 c2 r7 c4 k$ `+ Q
四、加工方法6 W y* ^, N. B T- M! p
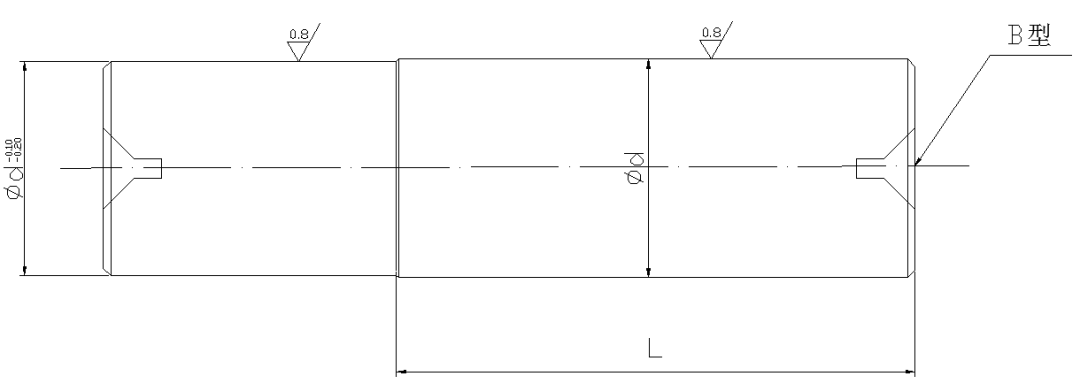
(1)加工前必須要做一件護軸。護軸主要目的:把車好的薄壁套內孔以原尺寸套住,用前后頂尖固定使它在不變形的情況下加工外圓,保持外圓加工質量、精度。所以,護軸的加工對加工薄壁套管的工序是關鍵環節。
& L7 b9 y& s+ ^+ T+ \
加工護軸毛胚用45#碳結構圓鋼;車端面、開兩頭B型頂尖孔,粗車外圓,留余量1mm。經熱處理調質定形、再精車留0.2mm余量研磨。重新熱處理碎火表面,硬度HRC50,再經外圓磨床磨成如下圖所示,精度達要求,完工后待用。
5 Q+ E% G( L: h. K8 h6 j3 n3 U
, g- a& @ p) u/ v& P
(2)為能使工件一次性加工完畢,毛胚留夾位和切斷余量。
(3)先把毛胚作熱處理調質定形,硬度為HRC28-30(可加工范圍的硬度)。
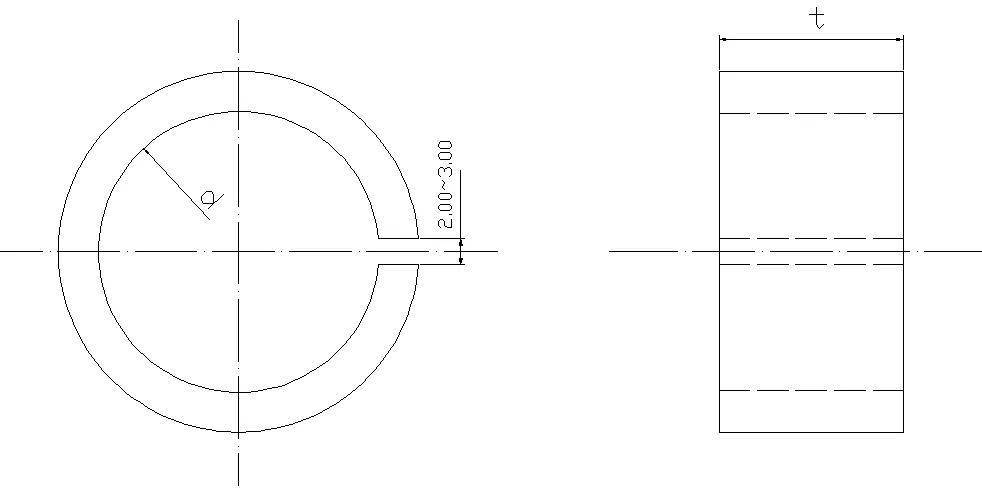
(4)車刀采用C620,首先把前頂尖放進主軸錐位固定,為防止夾薄壁套時的工件變形,增加一個開環厚套,如下圖所示。
4 S' ]6 n4 q' V! Z
% V. e- T& K6 R
為保持批量生產,薄壁套管外圓的一頭經加工為統一尺寸d,t的尺是軸向夾位,個薄壁套管壓緊,提高車內孔時的質量,保持尺寸。考慮到有切削熱產生,工件膨脹尺寸難掌握。需要澆注充分的切削液,減少工件的熱變形。
' d) d; Y- Q% v9 D
(5)用自動定心三爪卡盤將工件夾牢,車端面,粗車內圓。留余量0.1-0.2mm精車,換上精車刀把要切削余量加工到護軸滿過度配合和粗糙度的要求。卸下內孔車刀,插入護軸至前頂尖,用尾座頂尖按長度要求夾緊,換外圓車刀粗車外圓,再精車達圖紙要求。經檢驗合格,用切斷刀按長度要求尺寸切斷。為使工件斷開時的切口平整,刀刃口要斜磨,使工件端面平整;護軸磨小的一段就是為了切斷留有空隙而磨小,護軸為減少工件變形,防止振動,以及切斷時掉下碰傷原故。
- {" Z) z9 c4 R! v, l! U
五、結論
$ O. @- Q& V9 X& @
以上方法加工薄壁套管,解決了變形或造成尺寸誤差和形狀誤差而達不到要求的問題,實踐證明加工效率較高,易于操作,并且適合加工較長的薄壁零件,尺寸易掌握,一次性完工,批量生產也較實際。
作者: 機加工jjg 時間: 2022-9-19 14:07
如果是薄壁的圈呢?咋整?且外圓在200多
作者: 陳大餅吖 時間: 2022-9-19 14:44
手動點贊。
作者: 何宇hy 時間: 2022-9-19 16:29
用無縫鋼管多好。直接精磨。
作者: fanxx2000 時間: 2022-9-20 08:49
工藝適合較長的薄壁套管類,短一些的不需要用芯軸也可以!
作者: 養豬東籬下 時間: 2022-9-20 09:01
護軸的尺寸是多少?
作者: 寰宇無人 時間: 2022-9-20 09:21
學習了,點贊
作者: 熱愛機械的小圻 時間: 2022-11-22 16:46
各位大佬有需要plm全生命周期管理系統的請聯系我~
作者: 18137630758 時間: 2022-11-23 09:54
只控制刀具感覺搞不出來,除了切削力以外,切削熱、內應力、裝夾力都需要控制
作者: 技工lm 時間: 2022-11-28 07:55
理論性太強,實際加工比這情況要復雜得多,對于高精度的薄壁件沒有多少借鑒性。
作者: 137312243 時間: 2022-12-2 15:19
我建議先車內孔,在套心軸壓板壓住,車外圓。
作者: 137312243 時間: 2022-12-2 15:21
先車內孔,套心軸,壓板壓住車外圓這樣好不好?- v' r* Y8 G Q
作者: 阿拉燈神丁 時間: 2022-12-19 09:53
* W1 k- z! P5 F8 m" s7 d0 Z! x
一點不變形是不可能的,只能盡量減小,
2 [' `, Q- [ J
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |