機械社區
標題: 經驗分享 | 火電廠磨機開式齒輪齒厚測量 [打印本頁]
作者: 優潤特種潤滑劑 時間: 2021-3-23 09:14
標題: 經驗分享 | 火電廠磨機開式齒輪齒厚測量
本帖最后由 優潤特種潤滑劑 于 2021-3-23 09:22 編輯
: Z1 {# z4 ?- a# ]9 h [( B4 @# H* L6 h
1 i' o+ I& [9 j+ a1 L. \9 U
為什么要測量齒輪齒厚呢?
y% a" p' `* A" G# d
在齒輪傳動設計時,齒輪嚙合留有齒側間隙,間隙量是有規定的。間隙太小,容易造成齒輪工作時卡滯、潤滑不良等;間隙太大,齒厚減小太多,影響輪齒強度。齒側間隙的大小,是由控制齒厚實現的。所以齒厚的變化,會影響到齒側隙的變化,進而會影響到齒輪的潤滑及壽命,最終對整個齒輪傳動系統帶來很大的風險。
' r# k+ ]6 p0 r" ^
怎么測量?
2 T6 t8 S) ~2 h$ o. O+ n1 a; T" t
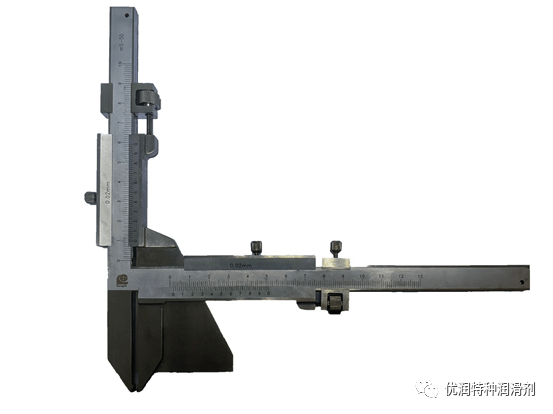
測量使用的工具主要是齒厚游標卡尺,齒厚游標卡尺是利用游標原理,以組合角度尺定位對齒厚尺兩側量爪相對移動分隔的距離進行讀數的齒厚測量工具。
6 h- ?4 A* c% W: X! A3 m
測量的方法包括:公法線長度;分度圓弦齒厚;固定弦齒厚;量柱(球)測量。本文主要用分度圓弦齒厚的測量方法,適用于大型齒輪的測量,也常用于精度要求不高的小型齒輪的測量。
. u2 y. \" s) Y$ s( X- F$ B8 |) w8 I
分度圓弦齒厚測量方法的優缺點:
8 s7 a8 T" O; g; V0 t8 c+ }
優點:與固定弦齒厚測量方法相比,當齒輪的模數較小,或齒數較少時,測量比較方便。
. B4 Y; X( a! s$ p* ?8 V* A8 y
缺點:
- 測量時以齒頂圓為基準,因此對齒頂圓的尺寸偏差及徑向圓跳動有嚴格的要求;
- 測量結果受齒頂圓誤差的影響,精度不高;
- 當變位系數較大(χ>0.5)時,可能不便于測量;
- 對斜齒輪,計算時要換算成當量齒數,增加了計算工作量;
- 齒厚游標卡尺的卡爪尖部容易磨損。
. @: a/ {1 V9 X* e' D. s
O* Y. }1 U2 D
測量記錄的數據需要進行估算,有兩種方式:
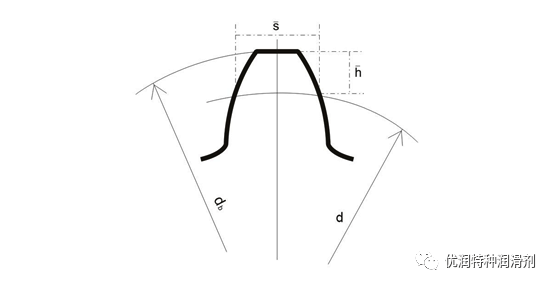
齒輪齒厚、齒高示意圖
5 Z% d9 Z% a( h$ M# I. B& j
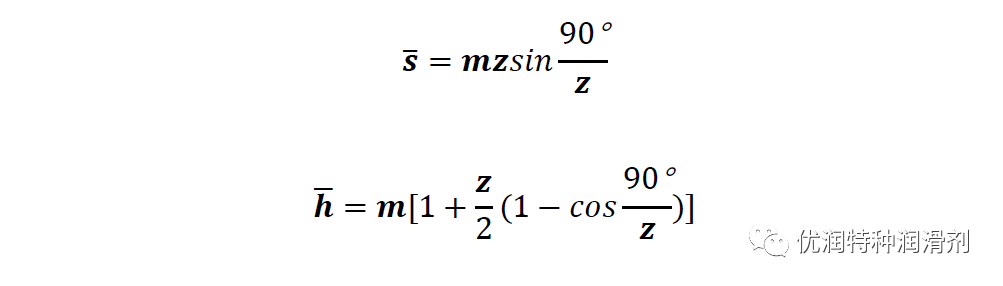
方式一:公式計算分度圓弦齒厚𝒔̅、分度圓弦齒高𝒉̅
𝒛是齒數,在本文中數量是 226;𝒎是模數,在本文中值是26𝑚𝑚 。
. h8 k1 b6 H4 l: C; B& j
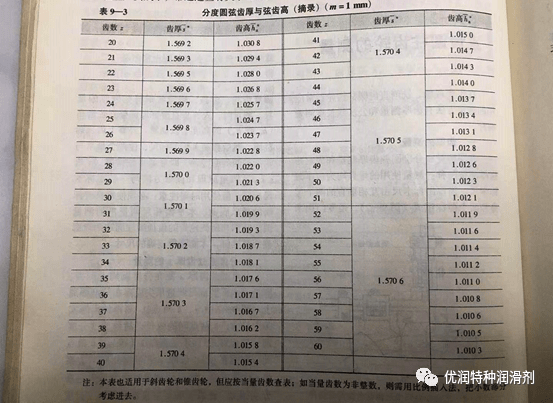
方式二:查表
V1 F& T3 Q! V1 Q) f6 C. g% s$ Z' I
備注:表里m=1齒厚和齒高,其他為其模數的倍數
$ C! L# w3 N5 _# P
齒厚游標卡尺
案例實操分享
( i0 a+ ^+ _) i$ L
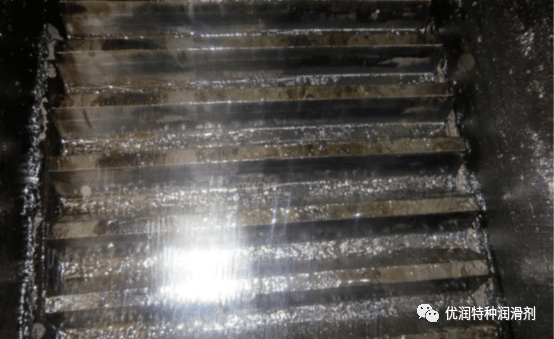
某火電廠5臺磨機(Φ4x6m),之前使用瀝青基產品潤滑,潤滑方式則是采用液壓開式齒輪整體式噴霧潤滑系統,噴灑大齒, 潤滑效果不好。在優潤團隊現場服務,檢測磨機開式齒輪,其中就用到齒厚游標卡尺進行齒厚測量。
6 X/ ~0 J0 m/ u" c y- h9 J+ I
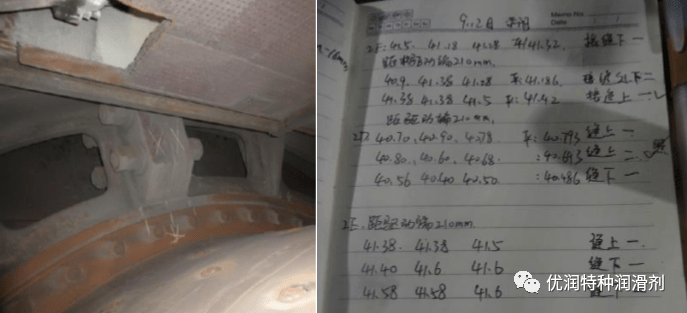
分別對(B#~F#)五臺磨機的大齒齒厚進行了測量并記錄
5 l3 _4 i: ^# H; c: U
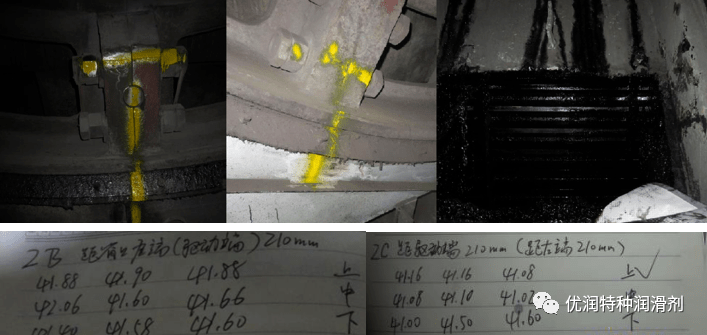
1、懸掛噴槍面板 / 2、沖洗齒面,找基準 / 3、選基準,定輪齒
- y5 |8 A* m! Z5 W v* d& u# ^3 h2 {
4、選取待測輪齒 / 5、測三齒,取九點 / 6、讀數
! A3 [% X& }1 a" l9 i
7、便區分,做標記 / 8、做記錄
9 a" y6 T9 W! r- d8 q
' R* T" J' D; u: ~% ^' B
備注:D#、E# 、F#三臺磨機以大齒結合面為基準,取三齒,在距離驅動端200mm處測量,取值。B# 和C# 磨機,由于條件限制,以大齒圈T型為標記基準,測量方法同上。
7 d. h/ d( U) g2 k. H& x* r# X4 v
結果分析:
% u9 x+ d% N0 U9 J( T$ A6 }& T/ @
; e7 i# @7 s; V
備注:每一個齒測量三個點,表中數據為其的平均值;齒數編號測量的基準因現場條件限制不相同;測量的基準是距驅動端即面向齒輪罩窗口左側200mm左右測得的值。
8 x" O* z; K: F
此次測量受到現場條件的限制,并沒有拆除齒輪罩,所有操作都是在設備停機檢修時,在線測量,由于每臺設備的工況及使用時間不盡相同,導致現場測量的數據各異,屬正常的現象,影響測量結果的因素較多
# v& S5 i3 |2 Z
齒厚計算為理論值,與實測值存在著較大的差距,僅供參考;
. a5 g* E; Z, ~9 k
現場測量的數據,由于受到客觀條件的限制,并不能完全反映所有輪齒齒厚的變化情況;
9 a/ M4 J, W: M8 e+ t" v
每臺設備的工況及使用條件不同,測量結果也不盡相同,縱向沒有可比性;
& F" D% Y2 |: M# a
不同的人員,采用不同的設備,在不同部位測得值有所不同
! r7 j! o) V2 Y S+ y! A" X
作者: move3309 時間: 2021-3-23 10:23
長見識了。 X% d% N6 ]3 u: i* y
請教一下這模數怎么是26啊
作者: 優潤特種潤滑劑 時間: 2021-3-23 10:27
) M+ `' r4 M$ @: d8 t! k2 Z
這是火電廠那磨機開齒的數值$ y& A1 \# O9 r/ w7 f* |
作者: 優潤特種潤滑劑 時間: 2021-3-23 10:29
文中多了些亂碼 類似𝑚 ,大家請忽略
作者: move3309 時間: 2021-3-23 10:52
) i! r. Y5 {5 v# w; B9 V" s
模數26第一系列第二系列都查不到,我就是好奇為什么要用非標模數。
作者: 優潤特種潤滑劑 時間: 2021-3-23 11:26
3 [9 t+ U! U0 ~% z5 L( ^+ a6 m
這個倒沒問為什么要用這個模數
d4 j3 v8 e1 a6 K; d6 i
作者: 遠祥 時間: 2021-3-23 13:05
這個一般情況下不需要測量的吧。。。
作者: 優潤特種潤滑劑 時間: 2021-3-23 13:23
, ]! z y9 ^3 M' D; Y. J n2 W
確實是,大多數時候是不需要' A0 E+ L- i/ [; B
| 歡迎光臨 機械社區 (http://m.whclglass.com.cn/) |
Powered by Discuz! X3.5 |